ME CGI двигатель приговор или круто? (И про звездопад тут)
ME 271.8xx CGI двигатель приговор или круто? (И про звездопад тут)


Владельцы 271.8 — нос вверх)
При всех своих косяках и приколах — движок необычайно резвый и по началу даже и не верится что там всего 1.8 объем, но сейчас о другом:
Этот двигатель невероятно сильно не любит кривых рук! грязи! голимого бензина! убогого мала! левых фильтров! левых расходников!
Погнали: данное поколение движков ни в коем случае не диагностируется методом выкручивания свечей и их осмотра! Запомните, если вы выкрутили свечу, ставьте новую с моментом затяжки РОВНО 28 Нм! Свечи должны располагаться под определенным углом к форсункам, которые впрыскивают смесь под огромным давлением и по углублению на поршне смесь рассеивается по всей камере, а свеча в тот момент, находясь в своем законном положении должна поджечь смесь! В этом двигателе это имеет невероятно важное значение и можно нехило хапнуть горя, поставив не те свечи, или не правильно поставив свечи. Поймаете кривые адаптации, потеряете комфорт и плавность хода.
Про бензин: ну эта тема вечно поднимает волны срачей во всех этих ваших интернетах, но! Что бы вы ни говорили, я для себя нашел лукоил, бипи, шелл и газпром. На этой горючке машине нравится ездить и это можно отследить по ее ходу. Заливая тонны голимого бензина вы ушатываете первым делом фильтр, потом бензосос, потом ТНВД (да, у нас есть тнвд, который вдувает в рейку смесь под 160 бар!), стоит он, кстати, столько-же… Ну и наконец — форсунки.
Форсунки: — это не форд, их мыть нельзя))) Они бонально рассыпятся или закупориваются наглухо… Если форсунки одурели, менять. И это происходит тупо из-за голимого бензина.
Фильтры — ставьте ориджинал, так как малейшая недостача масла из — за левого фильтра может привести к печали.
При соблюдении этого очевидного мануала вы будете ездить долго и счастливо.
=========================================
Многабукаф было — к делу: ЗВЕЗДОПАТ и цеперазрывательство
Многие люди, купившие сие ведро на пробеге чуть больше 50000 даже и представить не могут, что там за хрень их ждет под клапанной крышкой)))
Цепь — однорядная, чуть толще, чем на велосипеде дружок, звезды эту цепь слизывают и капут)))
Самый малый пробег, на котором рвало цепь — 30 ткм.
Звезды — большая больНая тема, описывать не буду, сами читали и сидите в шоке до сих пор, не очкуйте, тут все просто:
Масло в этот двигатель нужно заливать строго МОБИЛ 1 5W50 И строго 5,5 литров!
Программное обеспечение двигателя подлежит обязательному обновлению! Не звоните щяс в судорогах по официалам, валите записываться в Вешки, там самый нормальный подход к клиенту и самый правильный ценник! Rusya-MG не даст соврать, у него даже записи телефонных разговоров есть от разных официалов.
По сторонним сервисам мотаться не советую, ибо процедура эта требует онлайн-доступа до сервера немцев.
Когда двигло овновлено и масло залито — наслаждайтесь!
Я закину ссылку на техничку от этого движка, кому надо — почитайте…
Далее: грохот с утра))) Сначала поменяйте магниты на впуск и выпуск — почитайте сами что это за магниты и постарайтесь подумать что они делают (одно точно — в 80% проблем — клинит именно их).
Греть двигатель: не меньше минуты, не больше двух) ХХ он не любит и ему надо регулярно вваливать под сраку! Постояли в пробке — навалите до 6000 оборотов! Постояли во дворе, отожгите потом.
Если его жалеть — он зачахнет и станет дедовидным.
Мой итог: с пеной у рта я ничО доказывать не буду, кто технически подкован и представляет что происходит в двигателе в момент его работы, тот все понял и не отрицает, злобные фапальщики ясен хрен ничо не поймут и дальше будут осаждать форумы тоннами вопросов, которые по жизни никогда не пригодятся.
Фотка 1 — случай в сервисе моего очень хорошего товарища — цепь просто СЛЕТЕЛА нахрен со звезд, размолотив крышку…
Фото 2 — Черные шняги — магниты! Идем в программу EPC (софт мерседеса по подбору запчастей) и смотрим актуальные номера, покупаем и ставим.
Что такое двигатель спш
Apache Velocity Project
- apache
- velocity
- download
General¶
- Welcome
- News
- Downloads
Releases¶
- Engine 2.3
- Tools 3.1
Development¶
- Engine
- Tools
Community¶
- Who we are
- Contact us
- Get involved
- Wiki
- How it works
- Board Reports
Developer Resources¶
- Issues
- Coding standards
- Project guidelines
- Site building
- Release process
Archive¶
- Anakia 1.0
- Texen 1.0
- DVSL 1.0
- DocBook Fx 1.0
Apache Foundation¶
- Apache Website
- How the ASF work
- ASF Developer Infos
- ASF Source Code
- Repository
- Sponsorship
- Thanks

Downloads¶
You can download sources and binaries for all Apache Velocity projects from here.
- Downloads
- Mirror Selection
- Verifying integrity of downloaded files
- Production releases
- Velocity Engine 2.3
- Modules
- Inclusion as a maven dependency
- Binaries
- POM Files
- Javadoc
- Sources
- Examples
- Velocity Tools 3.1
- Modules
- Inclusion as a maven dependency
- Binaries
- POM Files
- Javadoc
- Sources
- Velocity Engine 2.3
- Alpha/Beta Releases
- Engine
- Tools
- Archived Components Releases
- Anakia
- Texen
- DVSL
- Older Releases
- Source Code Repository
Mirror Selection¶
The currently selected mirror is https://dlcdn.apache.org/. If you encounter a problem with this mirror, please select another mirror. If all mirrors are failing, there are backup mirrors (at the end of the mirrors list) that should be available.
Verifying integrity of downloaded files¶
It is essential that you verify the integrity of all downloaded files using the PGP and/or SHA signatures.
The PGP links download the OpenPGP compatible signature from our main site. The SHA links download the checksum from the main site. None of these should be downloaded from the mirrors.
Here are the Apache Velocity PGP KEYS used to sign the files.
Production releases¶
These releases are considered stable and suitable for production.
Velocity Engine 2.3¶
Be sure to check the release notes and the dependencies.
Modules¶
- velocity-engine-core , the core templating engine
- velocity-engine-scripting , the JSR223 scripting engine
- spring-velocity-support , Spring framework integration support classes of the engine
- velocity-engine-examples , a zip file of simple examples for the engine
- velocity-custom-parser-example , a pom.xml example demonstrating parser customization
Inclusion as a maven dependency¶
Replace velocity-engine-core with velocity-engine-scripting to include the scripting engine, or with spring-velocity-support to include the Spring integration support. Both will include velocity-engine-core as a dependency.
Binaries¶
| velocity-engine-core | velocity-engine-core-2.3.jar | [PGP] | [SHA256] |
|---|---|---|---|
| velocity-engine-scripting | velocity-engine-scripting-2.3.jar | [PGP] | [SHA256] |
| spring-velocity-support | spring-velocity-support-2.3.jar | [PGP] | [SHA256] |
POM Files¶
| velocity-engine-core | velocity-engine-core-2.3.pom | [PGP] | [SHA256] |
|---|---|---|---|
| velocity-engine-scripting | velocity-engine-scripting-2.3.pom | [PGP] | [SHA256] |
| spring-velocity-support | spring-velocity-support-2.3.pom | [PGP] | [SHA256] |
| velocity-custom-parser-example | velocity-engine-scripting-2.3.pom | [PGP] | [SHA256] |
Javadoc¶
| velocity-engine-core | velocity-engine-core-2.3-javadoc.jar | [PGP] | [SHA256] |
|---|---|---|---|
| velocity-engine-scripting | velocity-engine-scripting-2.3-javadoc.jar | [PGP] | [SHA256] |
| spring-velocity-support | spring-velocity-support-2.3-javadoc.jar | [PGP] | [SHA256] |
Sources¶
| velocity-engine-core | velocity-engine-core-2.3-sources.jar | [PGP] | [SHA256] |
|---|---|---|---|
| velocity-engine-scripting | velocity-engine-scripting-2.3-sources.jar | [PGP] | [SHA256] |
| spring-velocity-support | spring-velocity-support-2.3-sources.jar | [PGP] | [SHA256] |
Examples¶
| velocity-engine-examples | velocity-engine-examples.zip | [PGP] | [SHA256] |
|---|
Velocity Tools 3.1¶
Modules¶
- velocity-tools-generic , the generic tools
- velocity-tools-view , the view tools, meant to be used in a J2EE webapp
- velocity-tools-view-jsp , the view tools JSP extension
Inclusion as a maven dependency¶
Each of those modules will include the previous one as a dependency. But note that velocity-tools-view-jsp is still in 3.0.
Binaries¶
| Generic Tools | velocity-tools-generic-3.1.jar | [PGP] | [SHA256] |
|---|---|---|---|
| View Tools | velocity-tools-view-3.1.jar | [PGP] | [SHA256] |
| JSP View Tools (3.0) | velocity-tools-view-jsp-3.0.jar | [PGP] | [SHA256] |
POM Files¶
| Generic Tools | velocity-tools-generic-3.1.pom | [PGP] | [SHA256] |
|---|---|---|---|
| View Tools | velocity-tools-view-3.1.pom | [PGP] | [SHA256] |
| JSP View Tools (3.0) | velocity-tools-view-jsp-3.0.pom | [PGP] | [SHA256] |
Javadoc¶
| Generic Tools | velocity-tools-generic-3.1-javadoc.jar | [PGP] | [SHA256] |
|---|---|---|---|
| View Tools | velocity-tools-view-3.1-javadoc.jar | [PGP] | [SHA256] |
| JSP View Tools (3.0) | velocity-tools-view-jsp-3.0-javadoc.jar | [PGP] | [SHA256] |
Sources¶
| Generic Tools | velocity-tools-generic-3.1-sources.jar | [PGP] | [SHA256] |
|---|---|---|---|
| View Tools | velocity-tools-view-3.1-sources.jar | [PGP] | [SHA256] |
| JSP View Tools (3.0) | velocity-tools-view-jsp-3.0-sources.jar | [PGP] | [SHA256] |
Or clone the github mirror repository and checkout the 3.1 tag:
Alpha/Beta Releases¶
These releases are not considered production-ready but they might contain new features or bug fixes that are not yet in the production release.
Engine¶
There are no current Alpha or Beta releases of the Engine project.
Tools¶
There are no current Alpha or Beta releases of the Tools project.
Archived Components Releases¶
Anakia¶
Binaries and sources:
Texen¶
Binaries and sources:
Older Releases¶
Older versions of the Apache Velocity projects are available from our archive site, and documented here:
Unless otherwise stated, the most current release of the Apache Velocity projects is considered the best release and should be used for development and new projects. These older releases are mainly for maintenance purposes and archaeological interests.
Source Code Repository¶
You can download the source code to each Apache Velocity project directly from our apache gitbox repositories or from our github mirrors (which are preferable if you intend to open a pull request). Here you get logs, change histories and all the information necessary to follow the development process. If you are interested in the project development, please join the Apache Velocity development list.
Контрактный двигатель Mercedes E350 CGI (W212) M 272.982 3,5 292 л.с.
Каждый покупатель получает полный комплект документов в соответствии с российским законодательством:
- Договор купли-продажи
- Грузовая таможенная декларация
- Товарный чек
Гарантия на все двигатели с момента получения товара
Гарантия на КПП
1.1. Запчасть имеют пломбу либо помечена специальной краской в местах креплений.
1.2. Гарантия качества Товара Продавца составляет 30 (тридцать) дней с момента получения Запчасти.
1.3. Гарантия не распространяется на следующие элементы: турбокомпрессор, форсунки, катушки, топливная рейка, генератор, гур, компрессор кондиционера, помпа, гидротрансформатор, стартер, а также прокладки, сальники, ремни ГРМ, ролики, датчики.
1.4. Покупатель обязуется установить Запчасть в специализированном сервисе. Исполнение данной обязанности подтверждается документами о приемки выполненных работ (услуг). В целях настоящего договора, специализированный центр признается любая организация имеющая сертификаты на право осуществлять ремонт двигателей внутреннего сгорания и коробок переключения передач.
1.5. Гарантия качества Товара прекращает свое действие (не действует) в случаях: • установки Запчасти в неспециализированном сервисе; • повреждение Запчасти в процессе установки Запчасти; • фальсификации VIN-кода или номеров Запчасти Покупателем; • отсутствия полных данных автомобиля, на который устанавливается Запчасть;
• не соответствие Зачасти требованиям завода-изготовителя автомобиля, на который она устанавливается; • отсутствие специальной краски либо пломбы в местах креплений.
1.6. При выявлении неисправностей Запчасти и получения соответствующего заключения сервисного центра, Покупатель имеет право вернуть Запчасть Продавцу.
1.7. В случае возврата Запчасти, Покупатель сообщает Продавцу о намерении осуществить замену Запчасти либо осуществить возврат денег в полном объеме.
1.8. В случае возврата неисправной (некачественной, неработоспособной) Запчасти Продавцу, расходы по транспортировке Запчасти несет Покупатель.
1.9. В случае намерения осуществить замену поставленной некачественной Запчасти, стороны подписывают дополнительное соглашение. В случае намерения осуществить возврат Запчасти и получить денежные средства, Покупатель в письменной форме предоставляет свои банковские реквизиты. Не допускается предоставления банковских реквизитов сторонних лиц.
1.10. Срок замены/ремонта или возврата денег — 15 (пятнадцать) рабочих дней с момента получения Запчасти и заключение сервисного центра о неисправности детали Продавцом.
- Проверьте отзывы о компании в интернете
- Не переводите деньги на карточку физ лица сбербанка или другого банка
- Не отправляйте предоплату
- Запросите фото приобретаемого двигателя
- Убедитесь, что на двигателе есть номер
| Город | Пункт выдачи | Стоимость |
| Астрахань | ул. Боевая 136Б | 1800 р. |
| Барнаул | ул. Чернышевского, 293А | 2800 р. |
| Белгород | ул. Кирпичный тупик 2а | 1500 р. |
| Волгоград | ул. Землячки 16 | 1700 р. |
| Воронеж | ул. Землячки 15 | 1400 р. |
| Екатеринбург | ул. Титова 19 | 2100 р. |
| Ижевск | ул. Пойма 22 | 1700 р. |
| Иркутск | ул. Новаторов 1 | 3400 р. |
| Казань | ул. Тихорецкая, д.19 | 1600 р. |
| Калининград | ул. Пригородная 20 | 2000 р. |
| Кемерово | Кузнецкий пр-т 91 | 2900 р. |
| Киров | ул. Производственная 22 | 1600 р. |
| Краснодар | ул. Бульварная 2/2 | 1800 р. |
| Красноярск | Северное шоссе 5гс26 | 3000 р. |
| Курск | ул. Литовская 12А | 1450 р. |
| Липецк | ул. Ангарская 30 | 1400 р. |
| Магнитогорск | ул. 1-ая Северо-западная, 8/2 | 2100 р. |
| Набережные Челны | Производственный проезд 19 | 1700 р. |
| Нижний Новгород | ул. Геологов 1П | 1400 р. |
| Новокузнецк | ул. Куйбышева 17к28 | 2900 р. |
| Новосибирск | ул. Станционная 80/2 | 2600 р. |
| Омск | пр-т Космический 109к1 | 2400 р. |
| Оренбург | Площадь 1-го Мая 1а | 1800 р. |
| Пенза | ул. Измайлова 13 | 1500 р. |
| Город | Пункт выдачи | Стоимость |
| Пермь | ул. Промышленная 123 | 1800 р. |
| Ростов-на-Дону | ул. Каширская 5 | 1700 р. |
| Рязань | 195 км Окружной дороги | 1500 р. |
| Самара | ул. Демократическая 45А | 1700 р. |
| Санкт-Петербург | 2-й Верхний переулок, 15А | 1400 р. |
| Саратов | ул. Соколовая гора, д. 5 | 1600 р. |
| Севастополь | Фиолентовское шоссе, 1/5 | 3000 р. |
| Симферополь | ул. Глинки, д. 67Г | 3000 р. |
| Смоленск | ул. Старо-Комендантская 2 | 1400 р. |
| Сочи | ул. Гастелло, 23а | 2200 р. |
| Ставрополь | ул. 2-я Промышленная, 33 | 1700 р. |
| Сургут | ул. Аграрная, д. 3 | 2900 р. |
| Тверь | Московское шоссе, д. 18, стр. 1 | 1400 р. |
| Тольятти | ул. Базовая,1,стр.20 | 1600 р. |
| Томск | ул. Пролетарская, 38В, стр.1 | 2900 р. |
| Тула | ул. Чмутова, д.158 В | 1300 р. |
| Тюмень | ул. Одесская 1, стр. 8 | 2200 р. |
| Улан-Удэ | ул. Ботаническая, д. 38/2 | 3500 р. |
| Ульяновск | Московское шоссе, д. 9Ак2 | 1600 р. |
| Уфа | ул. Сельская Богородская, 57 | 1800 р. |
| Хабаровск | ул. Тихоокеанская, д. 73к3 | 4700 р. |
| Чебоксары | ул. Гаражный пр-д, 3/1 | 1500 р. |
| Челябинск | Северный луч, д. 1а | 2000 р. |
| Ярославль | Октября пр-кт, 93А | 1300 р. |
- Наличный расчет


Наличный расчет в офисе компании по адресу г. Москва, ул. Рябиновая 44с31
Безналичный перевод 
На расчетный счет компании. Мы работаем, как с физическими лицами так и с юридическими
Оплата онлайн 
На сайте нашей компании через платежную систему Fondy
New Heavy Trucks Offer CGI Engine Options
Jiangling Motors offering 9.0- and 13.0-liter blocks, cylinder heads for Chinese market Ford connection CGI output steady, strong
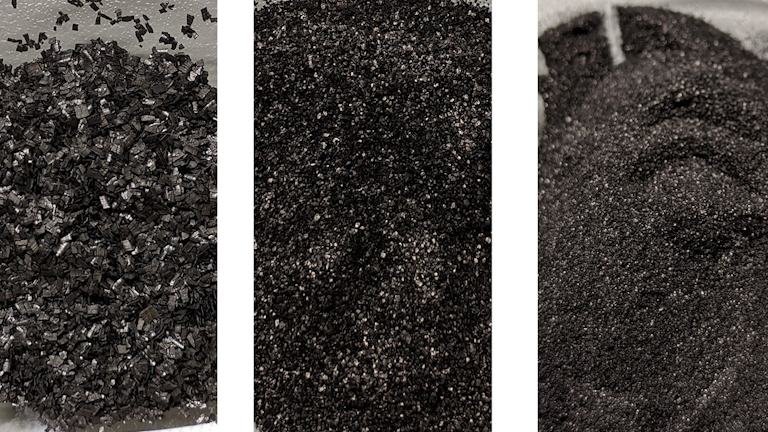
China’s JMC Heavy Duty Vehicle Co. Ltd., a division of Jiangling Motors Corp., recently introduced a new heavy-duty truck for the Chinese market with two engine options, each one relying heavily on compacted graphite iron produced using SinterCast process control.
SinterCast AB licenses control technology used by foundries to produce CGI — a lightweight alternative to gray iron and aluminum used mainly for automotive diesel engines and cylinder blocks, and some gasoline engine blocks.
These new engines follow soon after Ford Motor Co. announced a 3.0-liter V6 diesel to be available later this year in its 2018 F-150. That new engine joins a 2.7-liter V6 EcoBoost ® gasoline engine, also built on a SinterCast CGI block, as two options available to buyers of the F-150.
JMC has licensed the SinterCast process since 2013. Its 9.0- and 13.0-liter engine options for the new truck resulted from a joint venture with Ford Motor Co., which provides its own European vehicle and engine technology for manufacturing and distribution in China by JMC.
The CGI cylinder blocks and heads are produced at the ASIMCO International Casting Co., Ltd foundry in Shanxi, China.
The 9.0-liter engine’s cylinder block and head are cast in CGI, while the 13.0-liter engine has a CGI cylinder head.
“We have supported the production of Ford’s 9-liter cylinder block and head in Europe since 2007 and we now look forward to supporting JMC’s series production in China,” according to SinterCast president and CEO Dr. Steve Dawson. “The 13-liter cylinder head is a new product for us, and marks our tenth SinterCast-CGI engine in the Ford group.”
In addition to performance, durability, and fuel economy, SinterCast said the new JMC engines would conform to China’s CN5 emission regulations.
Diesel engines for cars, trucks, and industrial power applications represent a sizable portion of SinterCast production every year. For Q1 2017, the group reported its technology had been used to produce 2.0 million “engine equivalents” (each ‘engine equivalent’ represents 50 kg of CGI), making this the ninth consecutive quarter with 2.0 million or more engine equivalents of SinterCast CGI output worldwide.

SinterCast CGI Series Production Slow, but Improving

S. Korean Foundry Starts CGI Piston Ring Production

Teksid Expanding, Improving CGI Production in Mexico

Tupy Updating SinterCast CGI Capacity in Mexico
New Alloying Process Benefits Aluminum Casting – and More
A patented, single-phase material bonding technique allows precise control of the composition for tungsten alloys, making it possible to produce molds and tools by 3D printing.
The manufacturing value of tungsten alloys is found in their corrosion resistance against molten metal and high thermal conductivity for chill-mold casting processing of aluminum. Yet, because it is a heavy metal, with a density comparable to gold, tungsten is highly valued for tool manufacturing and for shielding from alpha and gamma radiation.
Note, however, that at around 3,400°C, tungsten has the highest melting point of all chemical elements and is therefore very difficult to work with, as well as due to its Mohs hardness of 7.5. As a result, components with more complex shapes, such as curves or conical bores, often have to be switched to hot-work tool steel, which is easier to form.
In order to make tungsten available for use for those more demanding geometries, and thus to increase the efficiency and longevity of the components to be formed, Bayerische Metallwerke GmbH has developed and patented (2021) a new manufacturing process for the tungsten alloys WNiFe and WNiCu. This process is noteworthy because the multi-phase mixed crystal alloy is obtained in a powder form that is suitable as a starting material for 3D printing and coating processes.
“Due to its resistance to corrosion and erosion from molten metals, as well as its excellent thermal conductivity, tungsten is the material of choice in aluminum casting processes,” explained Nabil Gdoura, research and development engineer at Bayerische Metallwerke. “The very high density of 19.25 g/cm 3 in its pure form also makes it a good alternative to (toxic) lead, which is still used for radiation shielding in medicine, for example.”
In the particular case of molds used for aluminum casting, frequently the designer aims to establish long but at the same time very thin and sometimes conically shaped cooling channels, less than 1 mm in diameter, in order to ensure the most uniform and rapid heat dissipation. Otherwise, the material quality of the end product may be adversely affected by crack formation.
Such precise and sometimes curved shapes are impossible to model from tungsten (which has an extremely high melting point between 3,387 C and 3,422 C) using conventional machining or forming processing techniques. Therefore, for these complex components for the applications mentioned, up to now it has been necessary to switch to hot-work steel, which can be brought into almost any desired shape using 3D printing.
Tungsten alloy powders . Following a two-year development phase, in early 2020 Bayerische Metallwerke made a patent filing for its new manufacturing process for a tungsten alloy product and its further use. The patent was finally granted in January 2021.
“The special feature of our tungsten-nickel-iron alloy is that we obtain it in the form of a pre-alloyed powder,” explained Dr.-Ing. Hany Gobran, research and development manager at Bayerische Metallwerke and inventor of manufacturing technology. “This is suitable as a starting product for 3D printing and coating processes.”
In the absence of an alternative, to date only a mixed powder has been used to make tungsten usable for components with complex geometries. The main disadvantage of such mixtures, however, results from the different melting points of tungsten (around 3,400 C) and of nickel and iron, both of which change their physical state at around 1,500 C. As a result, a large part of the two added substances evaporates in an uncontrolled manner during the melting process in the further processing process. This is because the boiling points of nickel and iron are already around 2,700 C and 3,0000 C, respectively. On the other hand, thanks to the pre-alloying in the process developed by Gobran, all three elements are combined as a multiphase material in each individual powder particle, so that their composition and distribution in the end product can be precisely controlled and no loss of the binder metals has to be accepted.
According to the common standardized variants, the new alloy can be produced with 80 to 98.5% (weight) tungsten, 0.1 to 15% (weight) nickel and 0.1 to 10% (weight) iron and/or copper. This achieves an end-product density of 17 to 18.8 g/cm 3 , which is desirable for applications in the aluminum industry, tool manufacturing, and for alpha and gamma radiation shielding.
“The higher the proportion of tungsten in the end product, the more resistant it will be to molten aluminum, and the better its thermal conductivity,” Gobran explained. “If, on the other hand, good ductility and mechanical machinability play a greater role, the proportion of tungsten in the alloy also can be reduced accordingly. Therefore, the composition can always be adapted to the specific application and the respective complexity of the shape.”
During the comminution process as part of the manufacturing process, the flow behavior and the grain size of the powder between 10 and 200 µm also can be determined. In this way, the alloy is individually prepared for the desired type of further processing – such as plasma coating processes or additive manufacturing.
Materials for upcycling. If, for example, the hot-work steel once used for thin and conical cooling channels in cast aluminum chill-molds is replaced by the tungsten alloy developed by Gobran, the application benefits not only from the heavy metal’s resistance to corrosion and erosion. Compared to steel, tungsten also offers the advantage of much higher thermal conductivity, so that the wear on the chill-molds can be significantly reduced.
Due to its higher density, the alloy product also is an alternative to toxic lead, which is used not only for radiation shielding, but also as a stabiliser – for example in the tool industry. “Another special feature of our alloy is that we can make the powder from scraps or chips,” Gdoura added. “This is a big step forward from both the economic and environmental perspectives, as it allows us to recycle and ‘upcycle’ waste products from conventional processes.”
CGI в домашних условиях при помощи Unreal Engine и iPhone
Всем привет! Меня зовут Василий Мазалов, я работаю старшим видеомонтажером в компании Pixonic. Наш отдел занимается созданием видео-креативов для маркетинга и комьюнити: роликов для страниц в сторы, обзорных видео игровых нововведений и прочего контента.
Когда я не создаю креативы, я мониторю просторы интернета на предмет новых форматов и способов подачи материала, чтобы сделать наш собственный контент более разнообразным, интересным и привлекательным для новых игроков.
Год назад я наткнулся на следующее видео:
Что мы здесь видим? Парень нацепил на себя костюм захвата движения тела (пока ничего необычного), повесил перед собой iPhone (а вот это уже интересно) и таким образом транслирует анимацию лица и тела персонажа напрямую в режиме реального времени в Unreal Engine, и выглядит результат для столь незамысловатой реализации довольно качественно.
Классная идея, подумал я. Затем закрыл видео. И продолжил дальше работать.
Спустя полгода в открытом доступе оказался обучающий материал о том, как произвести захват анимации лица в Unreal Engine при помощи приложения на iPhone. В то же время я узнал, что в наш арт-отдел приобрели костюм для захвата движения. Посмотрел его совместимость с UE: всё подошло. Оставалось только найти iPhone для дальнейшей работы, но в наше время с этим проблем еще меньше.
Вопросов была масса. Передо мной было непаханное поле из неизученной анимации, Unreal Engine, моделирования человеческого лица и тела и других совершенно далеких от видеомонтажа вещей, но в то же время огромное желание воплотить в жизнь задуманное.
Начался долгий процесс изучения различной документации.
Что в результате получилось и как мы этого добились, читайте дальше.
Анимация лица
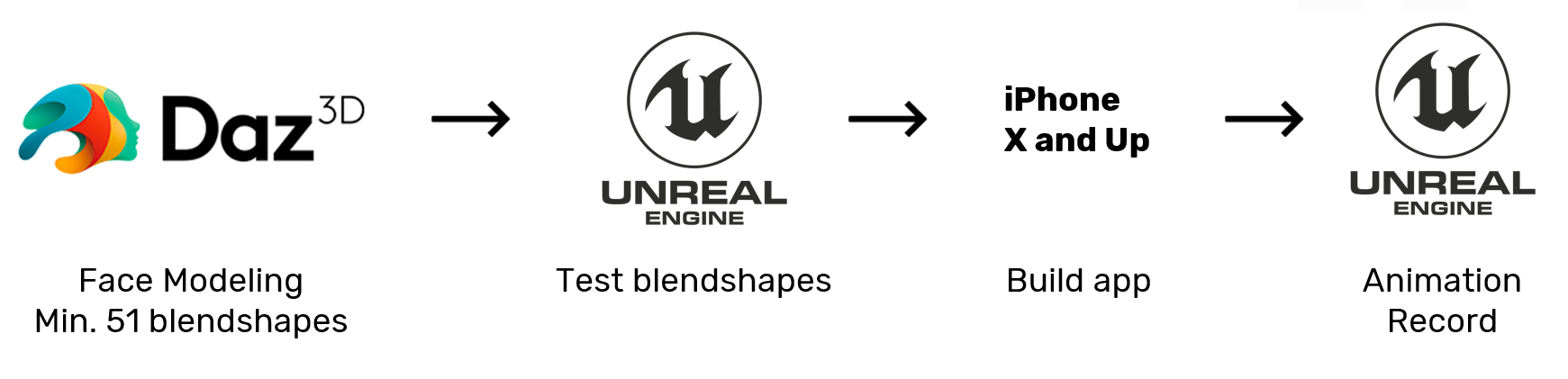
Для воплощения нашей задумки нам было невыгодно использовать и лепить персонажа с нуля: это заняло бы много времени и требовало бы сложных и чаще всего неоправданных доработок. Поэтому мы решили использовать DAZ Studio: там изначально заложены лицевые кости, позволяющие быстро создать необходимые мимические сокращения и эмоции, на которые скульптор потратил бы гораздо больше времени. Да, модели, созданные в DAZ, далеки от фотореалистичного изображения, но для поставленных нами целей подходили идеально.
Для того, чтобы записать анимацию лица, нам нужен был только iPhone с TrueDepth front-facing camera ― то есть, от iPhone X и выше. Именно эта технология считывала топологию лица и передавала необходимые значения в Unreal уже на нашу модель.

За различные выражения лица отвечают блендшейпы ― 3D-модели идентичной топологии, то есть, с одинаковым количеством вершин, но отличающиеся формой. Face AR использует 51 блендшейп, и благодаря подробной документации Apple, в которой описано, какие конкретно блендшейпы используются в DAZ, нам удалось их сделать достаточно быстро.
Примерно так выглядит набор эмоций и блендшейпов в 3D-модели:

Блендшейпы из интернета

Наши блендшейпы
Итак, сначала мы заводим наше лицо Unreal Engine для тестов, затем билдим приложение и возвращаемся обратно в Unreal для получения результата.
Анимация тела
Для создания тела необходимо было учитывать специфику софта для работы с костюмом. Мы работали с костюмом захвата движения Perception Neuron 2.0 Motion Capture System компании Noitom. Стоит таковой примерно 2500 долларов. Это самый дешевый костюм на рынке и не самый лучший представитель среди аналогов: он очень чувствителен к электромагнитным излучениям, отчего координаты датчиков могут съехать, если он будет находиться в радиусе активного излучения, и чистить анимацию окажется ещё труднее. К счастью, мы как раз переехали на другой этаж, и на новом месте было достаточно безлюдно, а значит, электромагнитные излучения сократились до минимума, ― то есть, было идеально для нас.

Почему именно костюм? Готовые анимации из различных библиотек нам не подходили, поскольку наш персонаж должен иметь уникальный характер и поведение, а лицо и тело должны точно их отражать. Если бы мы делали анимацию с нуля, это заняло бы месяц, а то и два. Использование же оборудования для захвата движения помогло сэкономить это время.
В отличие от лица, саму модель тела художники отрисовали с нуля. Затем необходимо было произвести ее риггинг и скиннинг в Maya. После сборки тела мы заводим его в Unreal, там собираем все для мокапа, записываем анимацию, после чего результат остается только замешать.
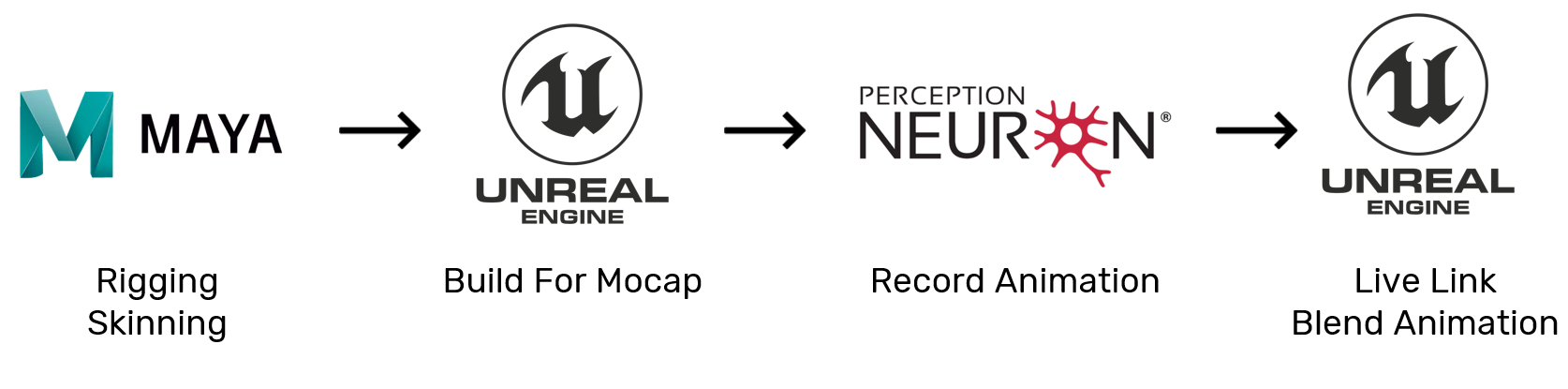
Для того, чтобы анимация передавалась точно, доработки были минимальными или вообще удалось их избежать, а также чтобы транслировать анимацию с костюма прямиком в Unreal Engine, необходимо было правильно выставить кости и убрать ненужные значения у нашей модели. У компании Noitom есть черновая 3D-модель для Unreal Engine, используя которую в качестве референса, нам было необходимо доработать нашу собственную модель: поставить ее в T-позу, расположить ладони и пальцы в нестандартные для моделирования позиции и сбросить все значения до нуля. Было очень важно, чтобы все кости были без лишних поворотов, иначе программа их умножит, тем самым сильно исказив движения.
В сумме на калибровку костюма и запись первых видео ушло примерно два часа. Мы выставили настройки в Unreal Engine, записали анимацию тела со всеми нужными паузами согласно сценарию, затем записали анимацию лица согласно движениям тела и все тому же сценарию и получили результат, который вы увидите на следующей иллюстрации.
После записи анимация нуждалась в доработке, поэтому мы поставили аниматору задачу ее почистить. Для чистки двух минут анимации ему понадобилось три дня.