Шаговый двигатель для чпу обороты
Каталог
 | Оборудование для окон пвх Yilmaz |
| |
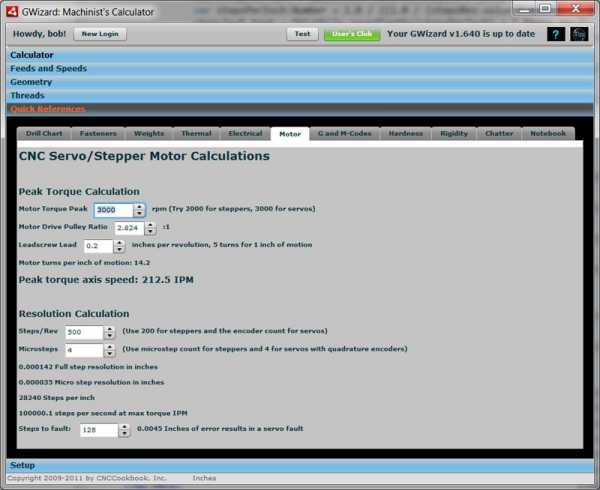
Как подобрать шаговый двигатель для чпу станкаПодбор и расчет шаговых двигателей для ЧПУЯ вижу, как многие задаются вопросом, какого размера двигатели им нужны для проектов преобразования с ЧПУ. Самый большой всегда лучший? Как быстро это будет идти? Много вопросов. В связи с этим я решил добавить некоторые вычисления, которые я обычно использую, в последнюю версию нашего калькулятора G-Wizard CNC (1.641). Экран расчета выглядит следующим образом: Давайте пройдемся по каждой строке и посмотрим, для чего она предназначена и как пользоваться калькулятором. Начнем с расчета пикового крутящего момента. Его целью является определение скорости вращения оси, когда ваш двигатель работает с максимальным крутящим моментом. Мне нравится делать эту скорость на порогах для машины, чтобы пик соответствовал наиболее быстрому движению. Чтобы рассчитать скорость вращения оси при пиковом крутящем моменте, введите следующее: — Пик крутящего момента двигателя: в идеале, вы увидите это на графике мощности от производителя. Если у вас его нет, я предлагаю попробовать 2000 об / мин для степперов и 3000 об / мин для сервоприводов.Большинство производителей могут предоставить вам эту информацию, и она того стоит. — Коэффициент шкива привода двигателя: Если двигатель непосредственно приводит в движение ходовой винт, введите значение «1». В противном случае введите соотношение шкивов. — Вывод ходового винта: это количество единиц (дюймов или мм) за оборот, на которое винт будет перемещать ось. Из этой информации G-Wizard рассчитает: — число оборотов двигателя на дюйм движения (или мм движения): показывает, сколько оборотов необходимо для перемещения оси на одну единицу. — Пиковая скорость оси крутящего момента: как быстро ось будет двигаться, когда двигатель достигнет своего пикового момента вращения. В общем, вы должны предполагать, что это будет самый быстрый способ, которым вы сможете запустить свой ЧПУ, и вам может быть трудно добиться этого числа из-за множества факторов. Если крутящий момент двигателя не может прикладывать достаточное усилие в течение достаточно короткого периода времени, ось может не ускоряться достаточно быстро, чтобы достичь скорости до того, как она достигнет конца хода. Или ваш контроллер cnc может быть не в состоянии генерировать достаточное количество шагов в секунду, чтобы управлять такой большой скоростью.Подробнее об этом через минуту. Второй раздел посвящен резолюции. Разрешение — это мера наименьших движений, на которые способна ваша система. Обратите внимание, что он может быть неспособен выполнять такие маленькие движения многократно, что означает, что его точность меньше, чем его разрешение. Ни в коем случае точность никогда не будет выше разрешения. Для расчета информации о разрешении нам нужны два значения: — Шаг за оборот: большинство степперов используют 200 шагов за оборот, но вы должны увидеть, что говорит ваш производитель.Для сервоприводов это зависит от того, сколько шагов за оборот имеет энкодер. — Микрошагы: в то время как ваш шаговый привод может выдерживать очень мелкие ступени микроперехода, стоит помнить, что при большем количестве микрошагов вы теряете много крутящего момента. При выборе количества шагов, на которые вы действительно можете рассчитывать, учитывайте следующее:
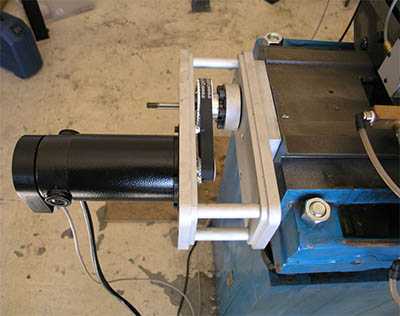
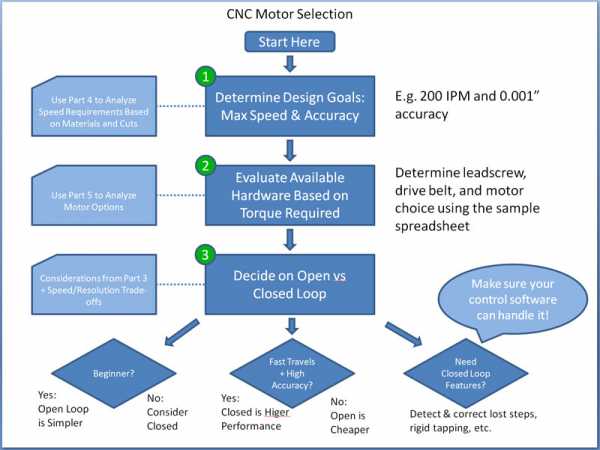
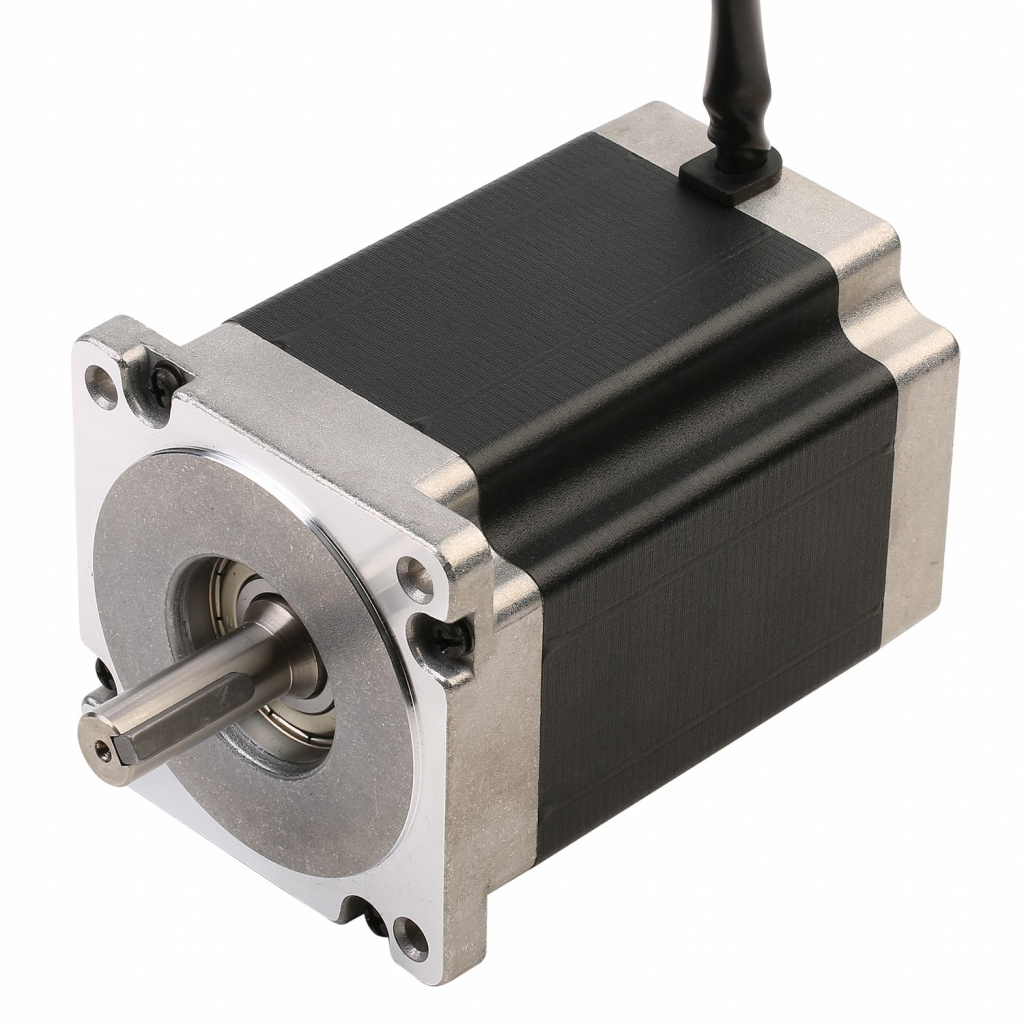
Как видите, разрешение в 256 микрошагов — иллюзия — всего 0.61% удерживающего момента доступно в этом разрешении. Эта запись имеет другое назначение для сервоприводов. Большинство сервокодеров являются квадратурными, что означает, что они генерируют в 4 раза больше импульсов, чем подразумевает их разрешение. Таким образом, мы вводим «4» под микрошагом для этих кодеров. С учетом этой информации G-Wizard рассчитает следующее: — Разрешение полного шага: насколько далеко ось будет двигаться на полный шаг? — Разрешение на микрошаге: Как далеко ось будет перемещаться на микрошаге? Это по сути полное разрешение шага для сервоприводов. — Шагов на единицу: Сколько шаговых импульсов необходимо для перемещения оси на дюйм или мм? — число шагов в секунду при максимальном вращающем моменте: это критическое значение, так как оно говорит вам о частоте импульсов, которую должно обеспечить ваше программное обеспечение ЧПУ для управления осью с максимальной скоростью вращения. Пользователи Mach4 могут запустить тест драйвера, чтобы определить максимальную надежную скорость при использовании параллельного порта. При определенной частоте пульса трудно получить надежное движение, если у вас нет платы управления движением, такой как Smoothstepper.Если это число больше, чем то, что Mach4 сообщает как максимальную надежную скорость параллельного порта, вам понадобится одна из этих плат. Последнее значение, которое мы можем вычислить, — это максимальная следующая ошибка до того, как система сообщит об ошибке сервопривода. Например, моя машина использует приводы Gecko 320 для сервоприводов, и они отказывают, если ось отстает на 128 импульсов. Итак, я ввожу 128, и он говорит мне, что моя система выйдет из строя, если ось отстанет от заданной позиции более чем на 0,0045 ″. Этот калькулятор не является полным расчетом размеров.Я думаю об этом как о большей проверке здравомыслия. Но это может быть полезно, так как вы смотрите на различные варианты двигателя. В будущем я, вероятно, добавлю больше наворотов к нему. Присоединяйтесь к 100 000+ CNC’еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая: .Объяснение оси фрезерного станка с ЧПУ [Полное руководство по DIY] Шаговый двигатель для фрезерного станка с ЧПУ… На фотографии выше показан типичный шаговый двигатель для фрезерного станка с ЧПУ. Так называют Stepper Motors, потому что они предназначены для движения с дискретными ступенями . Типичный шаговый двигатель может двигаться за 200 шагов за оборот; около 1,4 градуса за шаг. Обратите внимание, что данный конкретный мотор имеет водонепроницаемое соединение.Это важно, если на вашей машине когда-либо будет залито охлаждающее средство — охлаждающая жидкость и электрика будут плохо смешиваться. Stepper Motors — самый распространенный двигатель для проектов ЧПУ, но большинство коммерческих ЧПУ, по крайней мере, промышленного качества, используют Servo Motors . Вот серводвигатель, который я использовал в своем проекте для преобразования мельницы RF-45 в ЧПУ: Серводвигатель с ременным приводом… В чем разница между сервоприводом и шаговым двигателем?Основное отличие состоит в том, что сервоприводы имеют с замкнутым контуром , а шаговые двигатели — с разомкнутым контуром . К сервоприводу подключено устройство, называемое энкодером. Вы можете видеть это на фотографии как маленький черный ящик на задней панели сервомеханизма, к которому подключен серый кабель. Типичный оптический датчик положения вала для серводвигателя… Энкодеры — это датчики, которые показывают сервоприводу, как далеко он продвинулся. Этот сигнал обеспечивает обратную связь с контроллером, что дает ряд преимуществ и повышает производительность. Обратная связь объясняет, почему он называется «Замкнутый цикл». При использовании шагового двигателя контроллер сообщает ему о необходимости сделать шаг, и он просто должен предположить, что он это сделал. Почему бы и нет? В большинстве случаев это так, но когда это не так, двигатель теряет шаги. Это происходит, если мы просим двигатель сделать что-то, что слишком сложно сделать. Это случается не часто, но случается чаще, чем хотелось бы. Потерянные шаги ограничивают точность станка с ЧПУ. также работают лучше в том смысле, что они вырабатывают энергию в более широком диапазоне и часто на более высоких оборотах.Это может привести к более быстрым движениям оси и лучшему ускорению. Наконец, сервоприводы имеют более высокое разрешение. Степпер имеет 200 шагов на оборот. В настоящее время давайте проигнорируем идею Microstepping, потому что она не надежна как способ увеличения разрешения нашей машины. Теперь, когда 200 шагов проходит через ходовой винт и, возможно, ремень или другой привод, поэтому фактическое расстояние, пройденное за 1 шаг, может быть довольно маленьким. Но есть конечное расстояние. Сервокодер обычно имеет 1024 позиции, которые он может измерять, и даже 4096 позиционных кодеров не являются редкостью.Это число, 1024, становится серво-эквивалентом 200 шагов, поэтому мы можем видеть пятикратное улучшение разрешения. Есть много плюсов и минусов Сервос против Степперов. Эта статья дает вам полный совок: [Servos vs Stepper Motors / Open vs Closed Loop в ЧПУ]Выбор подходящих двигателей для вашего проекта ЧПУКак вы можете себе представить, есть научный процесс, который вы можете использовать, чтобы выбрать правильные двигатели для вашего проекта ЧПУ. Требуется несколько шагов: 1.Решите, хотите ли вы Servos или Steppers. 2. Определите диапазон подачи, который вам нужен для вашего станка с ЧПУ, на основе материалов и резцов, которые вы будете использовать с ним. 3. Определите требования к ускорению для вашей машины. Примечание. С вами постоянно связываются люди, которые хотят использовать G-Wizard для определения силы резания, чтобы они знали, какой двигатель выбрать. Плохие новости: вы пожалеете, если будете следовать по этому пути, потому что ускорение — это то, что определит производительность вашей машины, и для ускорения оси требуется гораздо больше усилий, чем просто удерживать на ней силы резания. С учетом информации, полученной на этих этапах, вы можете сделать очень грамотный выбор того, какие двигатели использовать. Конечно, у нас есть статьи, которые проведут вас через этот процесс: [Определение ваших потребностей в производительности движения (# 2)][Силы ускорения и резания (# 3)][Выбор окончательного варианта двигателя с ЧПУ]Вот графическое резюме процесса принятия решений, описанного в 3 статьях: В зависимости от того, сколько углов вы отрежете с помощью фрезерного станка с ЧПУ, и от того, насколько сложен ваш проект фрезерного станка с ЧПУ, фрезерный станок с ЧПУ, вероятно, является самым дорогим, трудным, но наиболее гибким станком с ЧПУ для самостоятельной сборки. Несмотря на то, что было сделано несколько фрезерных станков с ЧПУ, изготовленных с нуля, лучше перевести ручной фрезерный станок на ЧПУ, пока у вас не появится большой опыт работы с ЧПУ. Таким образом, одно из первых решений, которое вам придется принять, и решение, которое определит множество других решений для вас в будущем, — это то, какой ручной фрезерный станок нужно преобразовать. Есть много возможностей. Некоторые из них следует рассмотреть в порядке самых тяжелых / самых дорогих для самых легких / самых дешевых: — Коленная мельница в стиле Бриджпорт: это дорого, и тяжелое колено не особенно хорошо подходит для ЧПУ. OTOH, есть много коленных фрез с ЧПУ, и ничто не говорит «Фрезерный станок», как Бриджпорт. Я не выбрал бы один, если бы я хотел начать делать ЧПУ с самого начала, но если у вас уже есть такой, нет необходимости рассматривать что-то еще. — RF-45 и клоны: это постельные мельницы китайского производства, которые можно купить в самых разных местах и в самых разных вариантах. Они имеют рабочий диапазон и жесткость, аналогичные Bridgeport, но без коленного сустава, поэтому они лучше подходят для проектов с ЧПУ. Их самый большой недостаток — их шпиндель, который ограничен 1600 оборотами в минуту. Запланируйте преобразование ременной передачи в какой-то момент, прежде чем вы сможете полностью реализовать потенциал одной из этих мельниц. — Grizzly G0704: Эти мельницы немного меньше, чем RF-45, но они являются идеальной платформой с ЧПУ.Такие люди, как Hoss в Hossmachine, могут предоставить полную информацию обо всем, что вам нужно знать, планы и часто наборы, чтобы помочь с преобразованиями. Если стол и поездки достаточно велики для ваших проектов, это будет более дешевый и быстрый проект, чем RF-45. — Sieg X2: Это аккуратные маленькие машинки и очень популярные. Я не думаю, что я бы стал меньше, чем X2, но вы можете сделать несколько удивительных вещей с одним, как продемонстрировал Hossmachine (полностью автоматическая смена инструмента и корпус в стиле VMC). Вот отличная статья о выборе машины-донора для вашего проекта ЧПУ. Некоторые начинающие начинают задумываться о преобразовании сверлильного станка в фрезерный станок. Даже не начинай идти по этому пути. Для получения посредственного результата потребуется столько усилий, что оно того не стоит. Вот несколько типичных машин: My DIY RF-45 Mill Conversion… Hoss G0704 CNC Conversion на довольно раннем этапе: он добавил намного больше! Как устроены оси станка с ЧПУ. Принцип работы и подбора комплектующих для кинематики ЧПУ Всем привет друзья, С Вами 3DTool! В этом материале мы хотим во-первых, рассказать Вам о том, как устроена механика фрезерных станков с ЧПУ. Во-вторых, раскрыть принцип ее работы и подбора комплектующих. И в-третьих, немного подробнее описать каждый из отдельно взятых узлов в рамках их применения в общей конструкции. Статья будет полезна новичкам и совсем не знакомым с архитектурой ЧПУ-станков читателям.
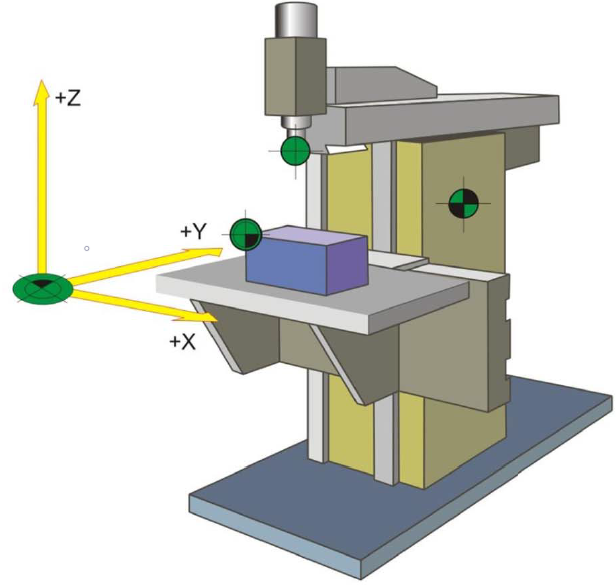
Оси фрезерного станка с ЧПУ как правило крепятся к раме станка. Их роль заключается в обеспечении точного передвижения портала со шпинделем, в соответствии с командой от панели управления или программой G-кода через контроллер. 1. Устройство 3-х осевого станка с ЧПУТиповую схему движения на 3-х осевом станке с ЧПУ вы можете видеть на картинке ниже:
3-х осевая координатная система станка с ЧПУ 2. Компоненты осей ЧПУКаждая ось станка содержит следующие компоненты: Вал винтовой передачи 3. Направляющие фрезерного станка с ЧПУНаправляющие фрезерного станка с ЧПУ должны выполнять три основных задачи: Движение в направлении заданной оси. Тут основную роль играет низкий коэффициент трения. Обеспечить точное перемещение, исключая вибрации и люфты. Основное требование — качество направляющих и каретки. Направляющая должна воспринимать и гасить вторичные нагрузки. Основное требование — жесткость. В зависимости от формы профиля различают несколько видов линейных направляющий, в их числе: Цилиндрические направляющие
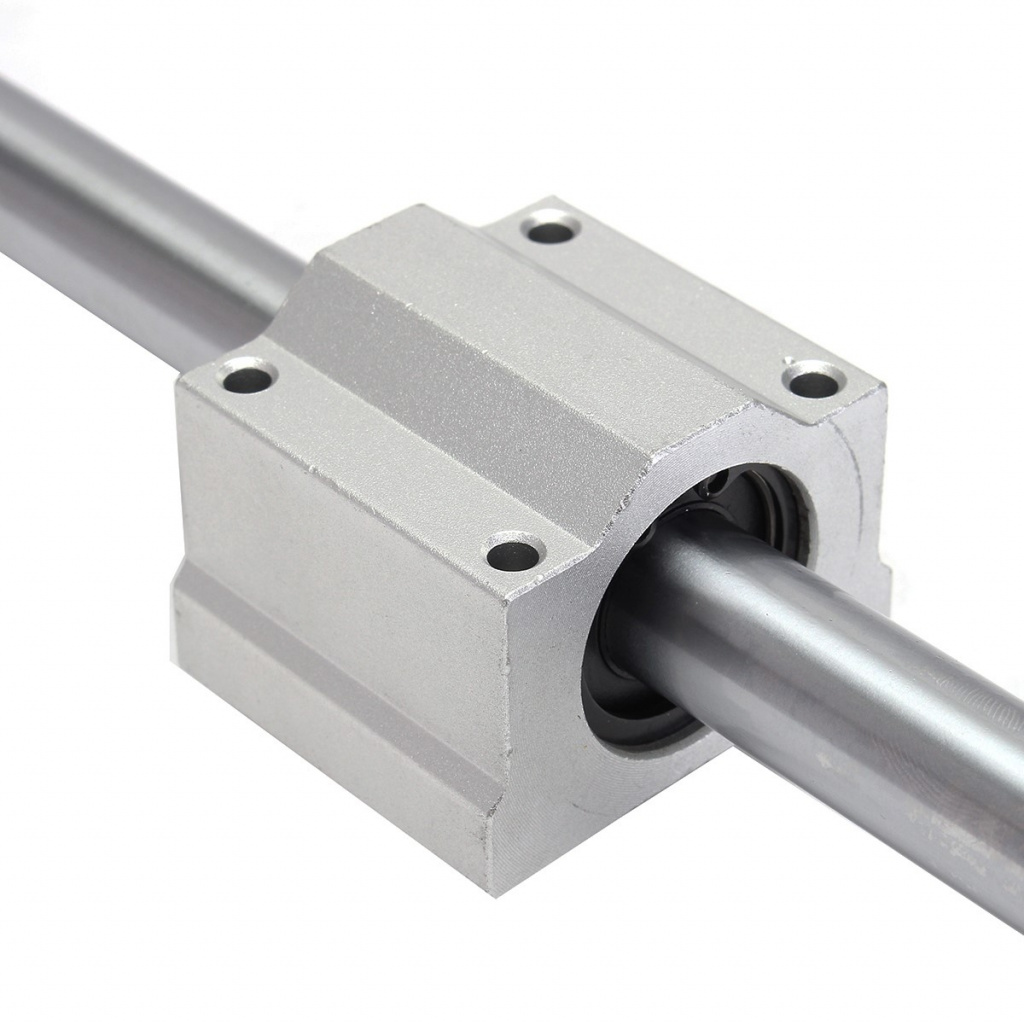
По своей сути это — шлифованный цилиндрический вал, по которому движутся каретки с литыми втулками, либо линейными подшипниками. Сами рельсы крепятся на несущую конструкцию корпуса. Точность станка с такими направляющими будет ниже, нежели с линейными направляющими за счет повышенных люфтов и меньшего сопротивления вторичным нагрузкам. Коробчатые направляющие и ласточкин хвост
Направляющие данного вида отличаются лишь профилем сечения, принцип работы же у них одинаков. После точной подгонки данные направляющие крепятся к станине станка, становясь её непосредственной частью. Движение осуществляет каретка, точно подогнанная по размеру к профилю рельсы. Минусом данных типов направляющих является сложность замены рельсы и подгонки к ней размеров каретки в случае износа. Данные направляющие чаще всего изготавливаются из чугуна, потому что он обладает хорошими свойствами с точки зрения скользящего контакта металл-металл. Профильные рельсовые направляющие
Профильные рельсовые направляющие по принципу работы похожи на предыдущий тип направляющих, но все же имеет несколько ключевых от него отличий: Скольжение осуществляется по заранее определенным профилям дорожек рельсы, с очень тонкой подгонкой зазоров между кареткой и рельсом. Минимальное трение в данном случае обеспечивают шарики внутри каретки С боков каретки обычно стоят сальники и пыльники, что исключает попадание пыли и стружки внутрь подвижных элементов Обычно, на одну ось используется 2 рельсы, а на одной рельсе находятся 2 каретки, но конструкция позволяет разместить на рельсе сколько угодно кареток в зависимости от её длинны и конструктивных особенностей станка. 4. Вал винтовой передачи
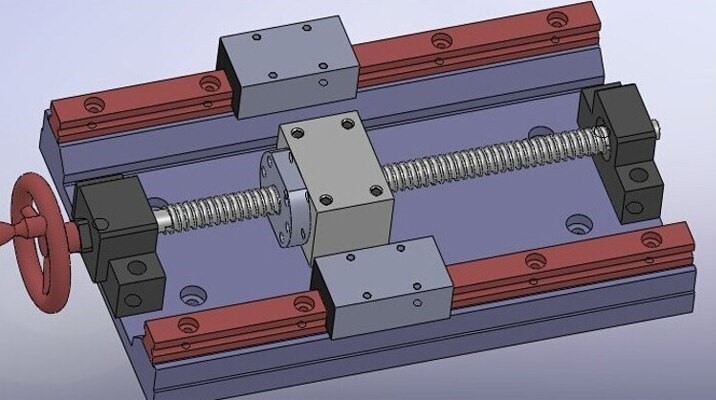
Задача данного вала-преобразовывать вращательное движение в поступательное вдоль оси с как можно меньшим трением и как можно меньшим люфтом. Когда станок меняет направление движения винтовой передачей, требуется небольшой поворот винта, прежде чем направление изменится на противоположное. В этот момент винт и гайка смещаются друг относительно друга без взаимного вращения. Станки с ЧПУ очень нетерпимы к люфту. Минимизация люфта критически важна для качественной работы станка. Люфт нельзя полностью устранить, но хорошим значением для любого станка с ЧПУ является люфт менее двадцати пяти тысячной сантиметра (0,0025 сантиметра), но в промышленных станках с ЧПУ это значение гораздо меньше. Передача винт-гайка
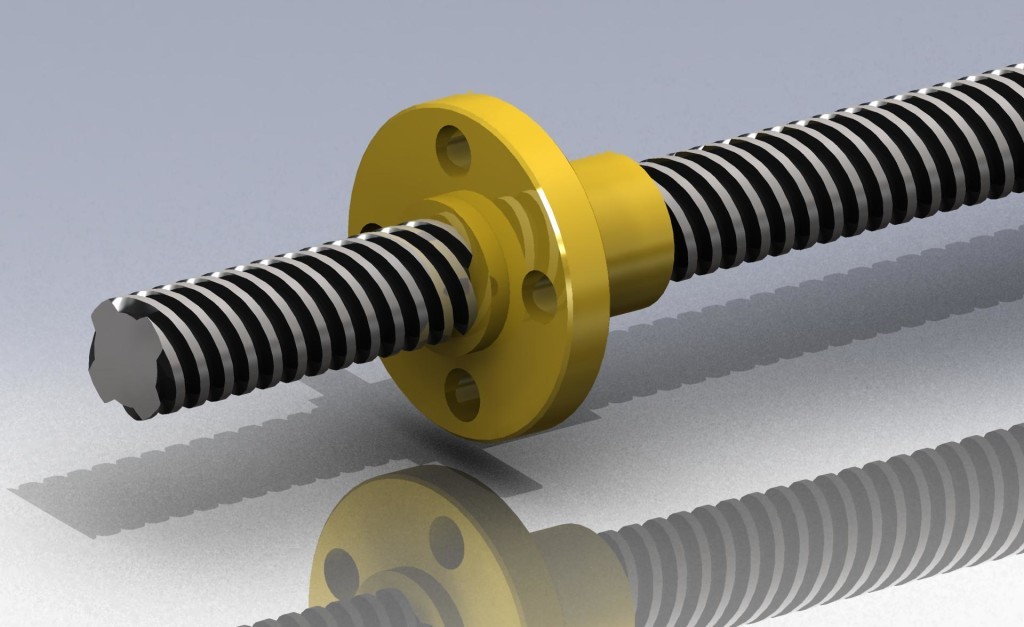
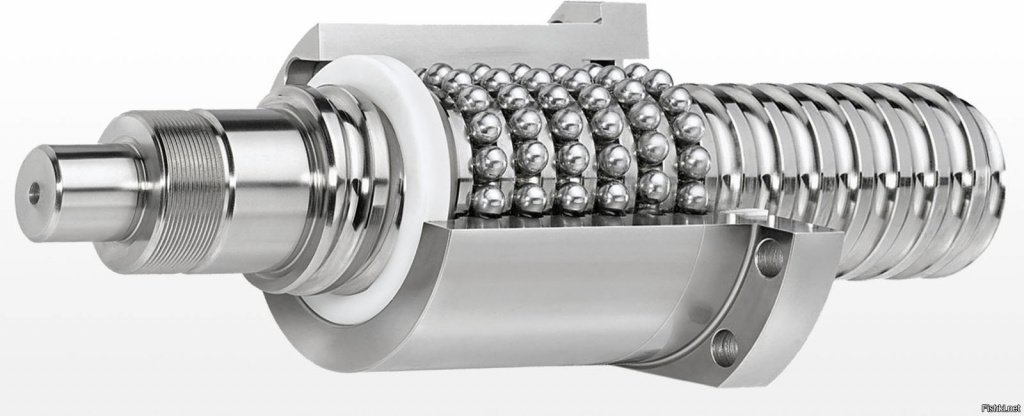
Данный вид передачи был наиболее распространен до появления ШВП, но всё же до сих пор используется на некоторых видах станков в силу простоты конструкции и её дешевизны. Для уменьшения люфта на таком соединении может применяться разрезная гайка, которая позволяет путем сжатия регулировать натяг, устраняя тем самым увеличивающийся со временем люфт. Минусом и одновременно плюсом такой пары является повышенное трение в передаче, что с одной стороны ведет к досрочному износу винта, и требует более мощного мотора, но с другой стороны компенсирует вращательные колебания винта при использовании шагового двигателя. Шарико-винтовые передачи (ШВП) |