
Как поменять направляющие клапанов
Mercedes 190 (W201) 201.029+M104 3.2+717.450 › Бортжурнал › ЗАМЕНА НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ

Всем привет!) приехав на праздники решил все же самостоятельно поменять направляющие втулки клапанов, как раз последняя партия втулок пришла, выколотки изготовлены, и еще нашел дома старый нагреватель)
Чертежи и схему самих выколоток взял у zero911
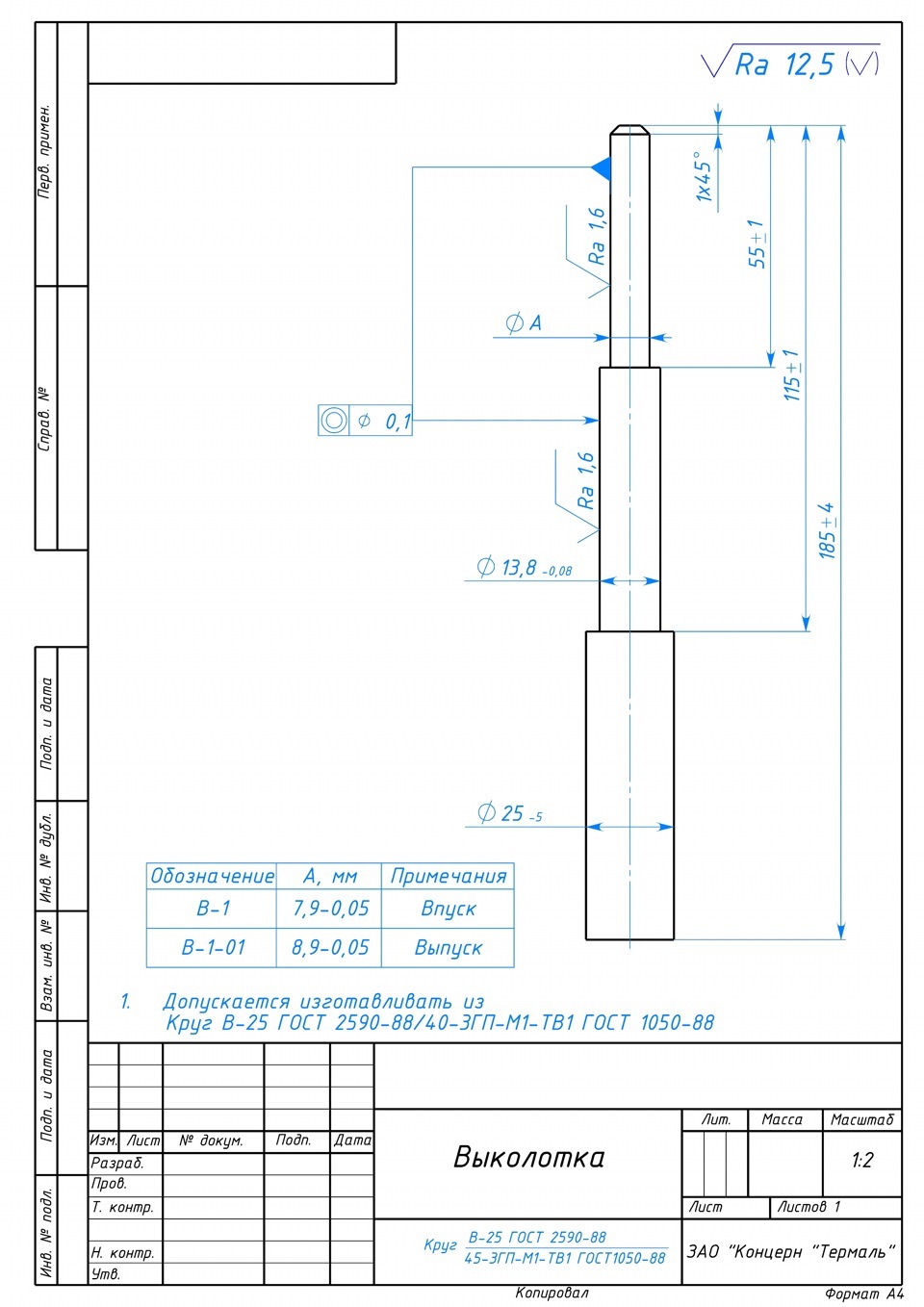
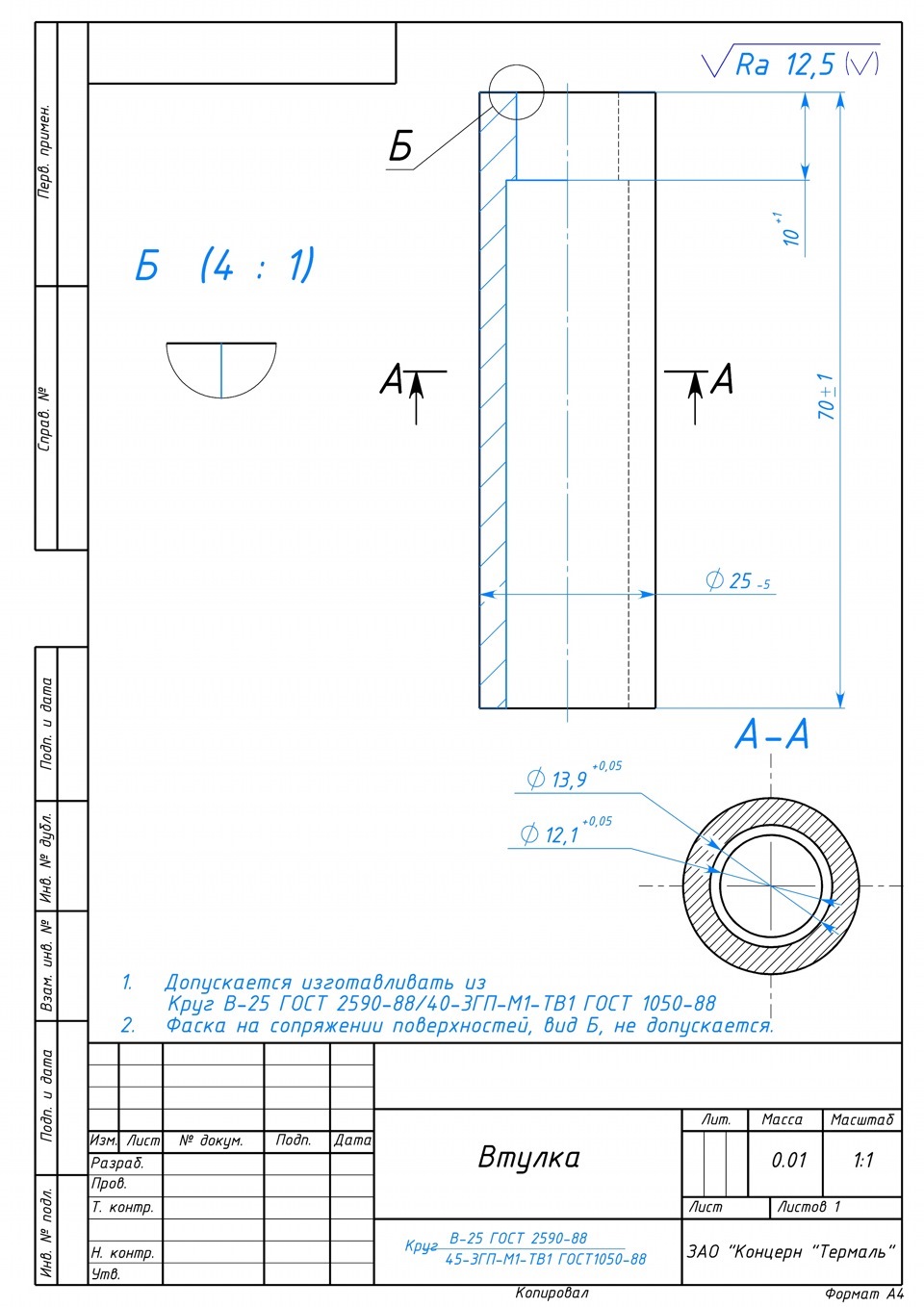
Отец просто, посмотрел фотографии, и по размерам втулок сделал вот такие:

Для тех кто не в курсе, двигатель кушал много масла, вскрытие показало что виноваты и низ (блок двс) и верх (гбц), были изношены направляющие клапанов, зазор втулка-клапан был больше чем допускается, вот и решил их поменять…
Такой я снял головку


Далее разобрал, выбил втулки, почистил головку



Желательно нагреть голову, 6 цилиндровая головка длинная, поэтому ее как то трудновато нагреть, решил греть в ванной, сначала подогрел воду до 90 градусов по Цельсию, полностью погрузил голову, и через минут 15 она нагрелась, тут же вытащил сразу все 6 впускных втулок из морозильника, приготовил рюмку подсолнечного масла)

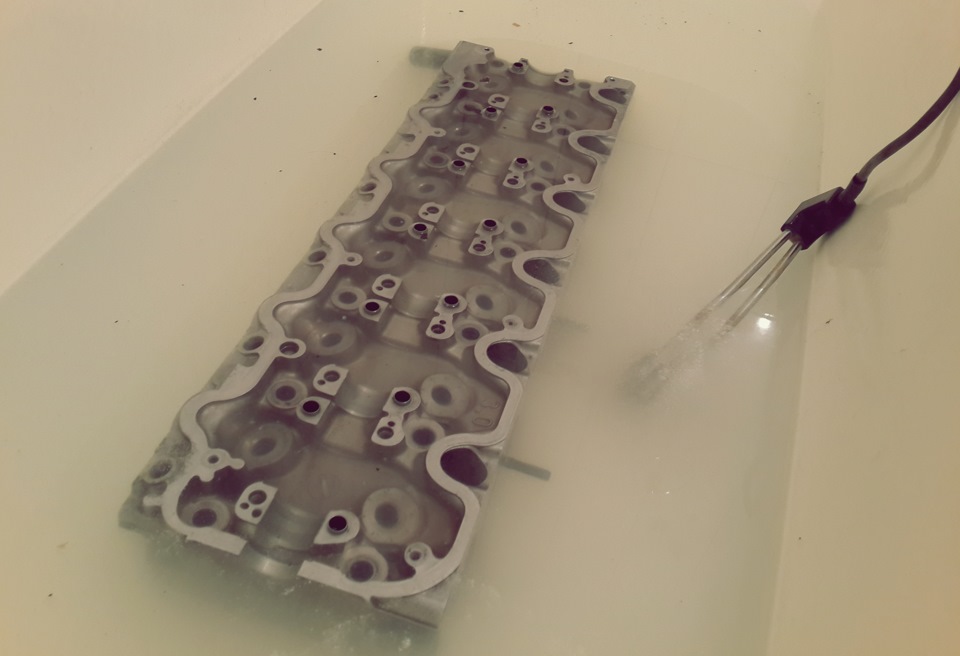
Делал 2 подхода, после 6 забитых, опять погружал голову в воду, и давал прогреться 10-15 минут
Смазывал пальцем обильно цилиндр, погружал втулку в рюмку с маслом, надевал на выколотку, и легкими ударами молотка забивал) и так 12 раз!)

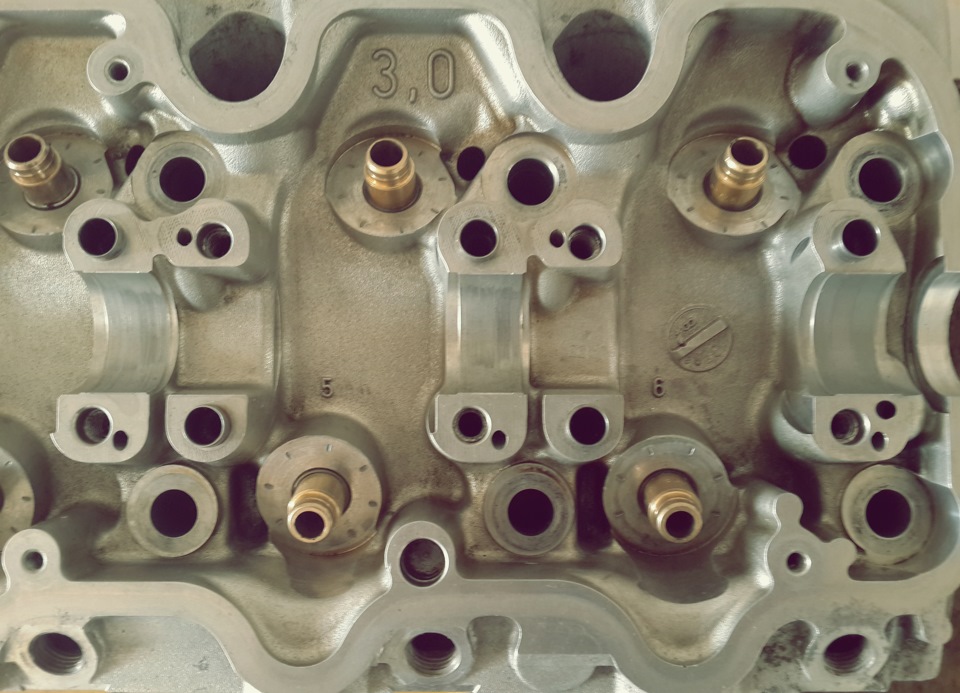

Сложного ничего нету, и еще, развертка не понадобилась (а ее у меня как раз и нет) примерил новые впускные клапана, все идеально, с чуть зазором, и примерял выпускные старые клапана, тоже все отлично, то что надо!
Теперь после приезда выпускных клапанов TRW, голова отправится в мастерскую, чтобы там всякие углы сделать, притереть, и собрать) ну и сразу же на шлифовку! Опрессовывать не буду, я в ней уверен!
Ну и еще, по своей тупости и неопытности, вытащил все гидрики, а они у меня все оригинальные мерседес (INA), и не шумели, потом только узнал что они не любят когда их трогают.теперь думаю раскошелиться ли сразу на новые гидрики
Замена направляющих втулок клапанов

Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Замена направляющих втулок клапанов. | замена направляющих втулок клапанов,
Приветствую всех водителей, любящих ремонтировать свой автомобиль или мотоцикл своими руками — в этой статье мы рассмотрим, как правильно заменить направляющие втулки клапанов, а так же инструмент, с помощью которого это будет легко сделать. О ремонте головки двигателя я уже писал, и почитать об этом можно вот здесь, но в этой статье мы более подробно разберём операцию, по грамотной замене направляющих втулок. И рассматривать ремонт головки мы будем на примере наших отечественных машин — ВАЗов 2108,09, Оки, Волги, но поняв основные принципы ремонта и работы с приспособлением, описанным в этой статье, на примере наших автомобилей, можно будет спокойно заменить втулки и на иномарке.
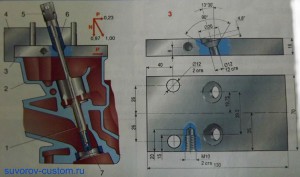
Рис. 1 Выпрессовка направляющей втулки переднеприводных вазов.
1 — направляющая втулка клапана, 2 — головка цилиндров, 3 — опора, 4 — зацеп, 5 — гайка, 6 — шпилька, 7 — наконечник.
У любой машины когда нибудь наступает такой момент, что замена сальников клапанов не помогает, и сизый дым из выхлопной трубы подсказывает водителю, что всё таки пора заняться более серьёзным ремонтом. А для удобства работы нужно будет изготовить несложное приспособление, которое если бы не опора 3 (см.рисунок 1) в виде пластины, то это устройство можно было бы применить и на классических Жигулях и Москвичах (так как головка ВАЗ 2108, 09 отличается от головки классических жигулей ВАЗ 2101,02,03,06,07).
К тому же при выпрессовке направляющих втулок клапанов у ВАЗ 2108,09 угол действия сил при выпрессовке втулок более благоприятный, так как угол наклона оси клапана относительно вертикали составляет всего 13,5°, а у классических Жигулей угол наклона оси клапана составляет 20° и здесь риск сдвига опоры больше. Но всё таки, чтобы полностью исключить риск сдвига опоры приспособления, она имеет два отверстия с резьбой М10, для крепления зацепов опоры.
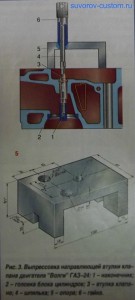
Рис. 3 Выпрессовка направляющей втулки Волговского мотора.
1 — наконечник, 2 — головка цилиндров, 3 — направляющая втулка клапана, 4 — шпилька, 5 — опора, 6 — гайка.
Изношенные втулки выпрессовываем как показано на рисунке 3, но опору 5 для для Жигулей, или Москича, нужно будет сделать другую, в зависимости от размеров плоскости головки этих машин. Под иномарку естественно тоже нужно будет изготовить свою опору. Опорная втулка 3 и наконечник 5 (см. рис. 4) тоже изготавливается под диаметр втулок головки иномарки, или другой машины.
Сам процесс запрессовки новых втулок можно рассмотреть на рисунке 2. А чтобы запрессовка прошла вообще как по маслу, советую перед запрессовкой нагреть головку до 150°С.
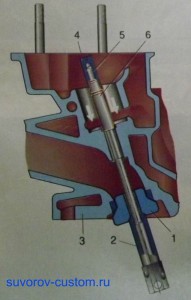
Рис 2. Запрессовка направляющей втулки переднеприводных вазов.
1 — опорная втулка, 2 — гайка, 3 — головка цилиндров, 4 — наконечник, 5 — шпилька, 6 — направляющая втулка клапана.
Приспособление работает очень эффективно и легко справляется с величиной натяга, который рекомендует завод изготовитель двигателя. А именно: в сопряжении направляющая втулка и головка двигателя, рекомендуемая величина натяга 0,063 — 0,108 мм. То есть перед запрессовкой желательно проверить нутромером внутренний диаметр отверстия в головке, который должен быть 13,950 — 13,977 мм, а наружный диаметр втулки проверяем микрометром и он должен быть 14,040 — 14,058 мм. При этих диаметрах втулки и отверстия в головке, нормальный натяг, рекомендуемый заводом будет обеспечен.
Внутренний диаметр направляющих втулок, тоже очень важен и его тоже нужно замерить (особенно при покупке новых втулок), чтобы знать какой зазор получится относительно стержня клапана. Так как завод изготовитель, в сопряжении стержня клапана и отверстия направляющей втулки, рекомендует рабочий зазор 0,022 — 0,025 мм. Такой зазор получится если внутренний диаметр отверстия втулки будет равен 8,022 — 8,040 мм, а наружный диаметр стержня клапана будет в пределах 7,985 — 8,000 мм. Это для впускных клапанов.
Но так как выпускные клапана всегда больше нагреваются, то для них рабочие зазоры всегда немного больше, то есть в пределах 0,029 — 0,062 мм. Эти зазоры получим, если внутренний диаметр отверстия втулки будет в пределах 8,029 — 8,047 мм, а наружный диаметр стержня выпускного клапана, практически такой же как и впускного клапана — в пределах 7,985 — 8,000 мм.
Но зазор между отверстием направляющей втулки и стержнем клапана может быть другим, если материал из которого вы изготовите втулку, примените другой, не такой как в мануале вашего двигателя. И если у вас в моторе стояли втулки из чугуна, а вы решили заменить из бронзовыми, то следует знать, что коэффициент расширения бронзы отличается от чугуна, а значит и зазоры должны быть другими. Подробно об этом, советую почитать вот в этой полезной статье, в которой я написал про направляющие втулки, и вообще какие они бывают.
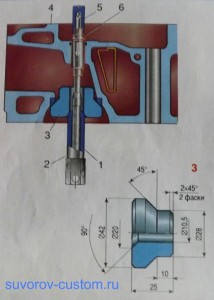
Рис. 4 Запрессовка направляющей втулки Волговского двигателя ГАЗ 24.
1 — шпилька, 2 — гайка, 3 — опорная втулка, 4 — тело головки цилиндров, 5 — наконечник, 6 — направляющая втулка клапана.
Несколько слов напишу и по Волге. На моторах первых Волг (кроме ГАЗ-21), а именно 24Д, 24,01 посадка втулок в отверстие головки предусматривалась Горьковским заводом с натягом 0,022 — 0,076 мм. Но на более современных машинах завода — ГАЗ 31029, натяг втулок немного увеличили до 0,027 — 0,087 мм. Но рабочие зазоры между стержнем клапана и его направляющей втулкой остались прежними и должны быть в пределах 0,050 — 0,097 мм. Эти зазоры получатся, если использовать втулки с внутренним диаметром отверстия 9,00 — 9,022 мм, а наружный диаметр стержня клапана должен быть в пределах 8,95 — 8,925 мм.
Наружный диаметр направляющей втулки автомобиля Волга составляет 17,00 мм. А оси клапанов современных Горьковских моторов, перпендикулярны плоскости готовки (см. рисунок 3), и этот плюс полностью исключает скольжение опоры приспособления (по сравнению с Жигулями и Москвичами). Но бывает, что втулки головки не менялись много лет, или головка была перегрета, то выпрессовать втулки из тела головки не так то просто. Нужно немного нагреть головку в месте выпрессовываемой втулки (до того, как капля воды начинает испаряться), а затем направить на втулку медную выколотку и тихонько обстучать втулку. После этого можно пускать в ход приспособление. Как я уже писал выше, опора 5 для Волги делается другая, и опорная втулка 3 тоже.
Напоследок хочу сказать, что диаметр стержня изношенного клапана, можно восстановить, если отполировать его, а затем отхромировать (если конечно выработка не сильная и не проявляется в форме ступеньки). А затем уже с помощью развёртки нужного диаметра разворачиваем втулку и добиваемся необходимого зазора между стержнем и отверстием втулки.
Если же отверстие втулки сильно разбито (изношено), то заказываем токарю новые втулки из бронзы, оставляя припуск отверстий, для обработки их развёрткой (так же не забываем про наружный диаметр втулки, рекомендованный заводом, чтобы обеспечить необходимый натяг при запрессовке. Но этот совет больше подходит для тех автомобилей или мотоциклов, для которых затруднительно достать новые детали (например антикварные машины или мотоциклы).
И раз уж разобрали головку вашего двигателя, проверьте герметичность клапанов (как это сделать можно найти в статье по ремонту головки, кликнув по ссылке в самом верху текста) и если они негерметичны, их следует притереть. Как грамотно притереть клапана, подробно читаем вот в этой статье. Да и сальники клапанов не помешает заменить новыми.
А эту статью я заканчиваю и надеюсь, что она поможет, особенно новичкам, самостоятельно осуществить замену направляющих втулок клапанов; удачи всем!

