Сборка двигателя газ 53
Двигатель ГАЗ 53: легенда достойная уважения
Один из самых легендарных двигателей советского автопрома по праву может считаться ГАЗ 53 или ЗМЗ 511. Он верой и правдой служил многие десятилетия народу. До наших времен, многие отделенные уголки Советского союза эксплуатируют этот «не убиваемый» силовой агрегат, а завод ГАЗ по прежнему производит запасные части к нему.

Исторический акцент
История ДВС ГАЗ 53 началась еще в далеком 1959 году, когда по заказу Компартии, начали разрабатывать мотор, который должен был прийти на смену устаревшего ГАЗ 51. Так, впервые автомобиль ГАЗ 53 был оснащен силовым агрегатом номер 511 в далеком 1961 году, и продолжалось это до 1993 года.
За время выпуска автомобиля, было сделано достаточно много модификаций и экспериментальных моделей. Так, устанавливались моторы — ГАЗ-53Ф, ГАЗ-53А, ГАЗ-53-12 и ЗМЗ-511. Также, разрабатывались модели двигателей, которые массово не устанавливались, но нашли применение в народном тюнинге. Среди таких представителей можно отметить УАЗ с двигателем ГАЗ 53 и Газель с двигателем ГАЗ 53.
Параллельно с 53-м Горьковский завод изготавливал гибрида — ГАЗ 52. Это был шестицилиндровый мотор, что должен был стать чем-то средним между ГАЗ 51 и 53. Приемником 53-го стал ГАЗ 3307, который уже оснащался силовыми агрегатами ММЗ и ЯМЗ. В 1997 году линия по производству ЗМЗ-53 прекратила свое существование, и остался лишь один цех по изготовлению запасных частей к мотору.

Технические характеристики
На момент своего рождения двигатель ГАЗ 53 считался достаточно сильный, поскольку имел большое количество лошадиных сил. Более детально стоит разобрать технические характеристики в таблице:
| Наименование | Характеристика |
| Завод производитель | ГАЗ |
| Марка двигателя | ЗМЗ |
| Модель | 53, 511 |
| Объем | 4,3 литра (4250 см куб.) |
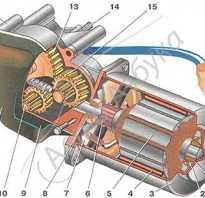
| Количество цилиндров | 8 |
| Конфигурация | V |
| Количество клапанов | 16 |
| Охлаждение | Жидкостное |
| Мощность | 115 л.с. |
| Блок и головка, исполнение | алюминий |
| Порядок работы цилиндров | 1-5-4-2-6-3-7-8 |
| Топливо | А-76, А-80, Газ |
| Диаметр стандартного поршня | 92 мм |
| Ход поршня | 80 мм |
| Питание | Карбюратор К-126, К-126Б, К-126М |
Все моторы ГАЗ 53 с завода оснащались 4-х ступенчатой коробкой переключения передач. И только в 1987 году, была разработана 5-тиступенчатая КПП под мотор ЗМЗ-511, которая улучшала тяговую мощность и крутящий момент.
Установка мотора на другие автомобили
Любой автомобиль, особенно советский хоть раз подвергался тюнингу. Так, 53-й третий после Волговского (ГАЗ 24) и Уазовского (УМЗ-417) силовых агрегатов по популярности в доработке, поскольку имеет простую конструкцию и легко поддается внедрению новшеств. Но, все-же большую популярность он получил за счет внедрения двигателя на другие автомобили. Так неоднократно, можно встретить УАЗ с мотором ГАЗ 53.

Для тех, кто любит форсированный ГАЗ 24 или 3102 с легкость может устанавливать ЗМЗ 511. Часто можно встретить, как мчится Волга с двигателем ГАЗ 53. Но, здесь существует ряд недостатков: клубы дыма с выхлопной, нехарактерный звук мотора, обрыв карданного вала и другое.
Таким образом, к установке ЗМЗ 511 на ГАЗ 24 стоит подходить с серьезностью и просчитывать полностью все нюансы, поскольку внутренний потенциал достаточно большой, а вот ума довести его до конца хватает не у всех.
Техническое обслуживание
Техническое обслуживание машины с двигателем от ГАЗ 53 — это достаточно простое и не хлопотное дело, особенно, когда он установлен на ГАЗ 24. Мотор, конечно, потребляем около 10 литров масла, но при этом его ресурс составляет около 250 000 км пробега при регулярном обслуживании.
Итак, стоит расписать основные этапы технического обслуживания силового агрегата:
- ТО-1 — замена масла, топливного фильтра, подтяжка клапанного механизма.
- ТО-2 — замена масла, топливного фильтра, подтяжка клапанного механизма, замена топливного фильтра и прокладок клапанной крышки.
- ТО-3 — замена масла, топливного фильтра, подтяжка клапанного механизма, замена комплекта ГРМ, замена свечей зажигания, высоковольтных проводов.
- ТО-4 — замена масла, топливного фильтра, подтяжка клапанного механизма, замена топливного фильтра, прокладок клапанной крышки, прокладок ГБЦ и поддона.

Разница в пробеге между проведением технического обслуживания составляет 12 500 км. При правильном и регулярном уходе мотор способен выходить около 300 000 — 350 000 км пробега. После проведения капитального ремонта, техническая карта обслуживания меняется и ТО необходимо проводить чаще.
Ремонт и эксплуатация
Ремонт ЗМЗ-511 проводится согласно поточных поломок. Поскольку, силовой агрегат достаточно надежный, его можно по праву считать эталоном выносливости. Но, даже самые лучшие двигатели имеют свой ресурс и их необходимо ремонтировать.
Двигатель от ГАЗ 53 не ломается по пустякам и это приводит сразу к капитальному ремонту, который во многих случаях стоит, как новый мотор. Именно поэтому многие автолюбители практикуют проводить ремонт двигателя ГАЗ 53 своими руками. Рассмотрим, основной технологический процесс капитального ремонта силового агрегата ЗМЗ-53.
Какие процедуры необходимо выполнить и пройти:
- Мойка мотора.
- Разборка. В данном этапе мотор подвергается тотальному разбору на запасные части, чтобы определить какие детали повреждены, на сколько нанесен ущерб блоку и коленчатому валу, состояние головок блока, поршневой группы и головкам блока. Также, диагностике подвергаются второстепенные детали, а именно: масляный и водяной насос, в обязательном порядке сцепление и другие.
- Процесс диагностики. Здесь участвуют только три основные запчасти — блок (камеры, где происходит сгорание), коленчатый вал (на ремонтнопригодность) и ГБЦ (состояние газораспределительного механизма).
- Процесс замера и определения размеров. Коленчатый вал подвергается расточке. Так, для этой детали существует таблица размеров:
| Вид ремонта | Размер |
| 1 | 0,05 мм |
| 2 | 0,25 мм |
| 3 | 0,50 мм |
| 4 | 0,75 мм |
| 5 | 1,00 мм |
Как показывает практика, ремонтируемый коленвал до размера 1,00 мм и больше долго не живет и его рвет под нагрузкой.
- Расточка и хонинговка блока цилиндров. Здесь, также имеется таблица размерности ремонтопригодности:
| Ремонт | Размер |
| Стандарт | 92,0 мм |
| 1 | 92,5 мм |
| 2 | 93,0 мм |
| 3 | 93,5 мм |
| 4 и более | Гильзовка блока (установка гильз стандартного размера 92,0 мм) |
Сейчас, все блоки цилиндров старого образца подвергаются гильзовке, где мотор также может растачиваться под поршневую систему 92,5 и 93,0 мм.
- Переборка головки блока цилиндров. В данную процедуру входят такие операции: шарошка и притирка клапанов, полировка кулачков распределительного вала, замена клапанов и сальников.
- Когда все детали подготовлены, начинается сборка силового агрегата, где он приобретает свой первозданный вид.
- Последним этапом становится покраска и обкатка, где уже зальют масло и отрегулируют клапанный механизм.
Вывод
Двигатель ГАЗ 53 (или ЗМЗ 511) — это целая эпоха в автомобилестроении Советского Союза. Даже сейчас в отдаленных районах бывшего СССР можно встретить эксплуатацию этого аппарата. Он полюбился автомобилистам за счет простоты эксплуатации и обслуживания, а также своей надежности не смотря на года.
Двигатель ГАЗ 53: легенда достойная уважения
Один из самых легендарных двигателей советского автопрома по праву может считаться ГАЗ 53 или ЗМЗ 511. Он верой и правдой служил многие десятилетия народу. До наших времен, многие отделенные уголки Советского союза эксплуатируют этот «не убиваемый» силовой агрегат, а завод ГАЗ по прежнему производит запасные части к нему.
Исторический акцент
История ДВС ГАЗ 53 началась еще в далеком 1959 году, когда по заказу Компартии, начали разрабатывать мотор, который должен был прийти на смену устаревшего ГАЗ 51. Так, впервые автомобиль ГАЗ 53 был оснащен силовым агрегатом номер 511 в далеком 1961 году, и продолжалось это до 1993 года.
За время выпуска автомобиля, было сделано достаточно много модификаций и экспериментальных моделей. Так, устанавливались моторы — ГАЗ-53Ф, ГАЗ-53А, ГАЗ-53-12 и ЗМЗ-511. Также, разрабатывались модели двигателей, которые массово не устанавливались, но нашли применение в народном тюнинге. Среди таких представителей можно отметить УАЗ с двигателем ГАЗ 53 и Газель с двигателем ГАЗ 53.
Параллельно с 53-м Горьковский завод изготавливал гибрида — ГАЗ 52. Это был шестицилиндровый мотор, что должен был стать чем-то средним между ГАЗ 51 и 53. Приемником 53-го стал ГАЗ 3307, который уже оснащался силовыми агрегатами ММЗ и ЯМЗ. В 1997 году линия по производству ЗМЗ-53 прекратила свое существование, и остался лишь один цех по изготовлению запасных частей к мотору.
Технические характеристики
На момент своего рождения двигатель ГАЗ 53 считался достаточно сильный, поскольку имел большое количество лошадиных сил. Более детально стоит разобрать технические характеристики в таблице:
| Наименование | Характеристика |
| Завод производитель | ГАЗ |
| Марка двигателя | ЗМЗ |
| Модель | 53, 511 |
| Объем | 4,3 литра (4250 см куб.) |
| Количество цилиндров | 8 |
| Конфигурация | V |
| Количество клапанов | 16 |
| Охлаждение | Жидкостное |
| Мощность | 115 л.с. |
| Блок и головка, исполнение | алюминий |
| Порядок работы цилиндров | 1-5-4-2-6-3-7-8 |
| Топливо | А-76, А-80, Газ |
| Диаметр стандартного поршня | 92 мм |
| Ход поршня | 80 мм |
| Питание | Карбюратор К-126, К-126Б, К-126М |
Все моторы ГАЗ 53 с завода оснащались 4-х ступенчатой коробкой переключения передач. И только в 1987 году, была разработана 5-тиступенчатая КПП под мотор ЗМЗ-511, которая улучшала тяговую мощность и крутящий момент.
Установка мотора на другие автомобили
Любой автомобиль, особенно советский хоть раз подвергался тюнингу. Так, 53-й третий после Волговского (ГАЗ 24) и Уазовского (УМЗ-417) силовых агрегатов по популярности в доработке, поскольку имеет простую конструкцию и легко поддается внедрению новшеств. Но, все-же большую популярность он получил за счет внедрения двигателя на другие автомобили. Так неоднократно, можно встретить УАЗ с мотором ГАЗ 53.
Для тех, кто любит форсированный ГАЗ 24 или 3102 с легкость может устанавливать ЗМЗ 511. Часто можно встретить, как мчится Волга с двигателем ГАЗ 53. Но, здесь существует ряд недостатков: клубы дыма с выхлопной, нехарактерный звук мотора, обрыв карданного вала и другое.
Таким образом, к установке ЗМЗ 511 на ГАЗ 24 стоит подходить с серьезностью и просчитывать полностью все нюансы, поскольку внутренний потенциал достаточно большой, а вот ума довести его до конца хватает не у всех.
Техническое обслуживание
Техническое обслуживание машины с двигателем от ГАЗ 53 — это достаточно простое и не хлопотное дело, особенно, когда он установлен на ГАЗ 24. Мотор, конечно, потребляем около 10 литров масла, но при этом его ресурс составляет около 250 000 км пробега при регулярном обслуживании.
Итак, стоит расписать основные этапы технического обслуживания силового агрегата:
- ТО-1 — замена масла, топливного фильтра, подтяжка клапанного механизма.
- ТО-2 — замена масла, топливного фильтра, подтяжка клапанного механизма, замена топливного фильтра и прокладок клапанной крышки.
- ТО-3 — замена масла, топливного фильтра, подтяжка клапанного механизма, замена комплекта ГРМ, замена свечей зажигания, высоковольтных проводов.
- ТО-4 — замена масла, топливного фильтра, подтяжка клапанного механизма, замена топливного фильтра, прокладок клапанной крышки, прокладок ГБЦ и поддона.
Разница в пробеге между проведением технического обслуживания составляет 12 500 км. При правильном и регулярном уходе мотор способен выходить около 300 000 — 350 000 км пробега. После проведения капитального ремонта, техническая карта обслуживания меняется и ТО необходимо проводить чаще.
Ремонт и эксплуатация
Ремонт ЗМЗ-511 проводится согласно поточных поломок. Поскольку, силовой агрегат достаточно надежный, его можно по праву считать эталоном выносливости. Но, даже самые лучшие двигатели имеют свой ресурс и их необходимо ремонтировать.
Двигатель от ГАЗ 53 не ломается по пустякам и это приводит сразу к капитальному ремонту, который во многих случаях стоит, как новый мотор. Именно поэтому многие автолюбители практикуют проводить ремонт двигателя ГАЗ 53 своими руками. Рассмотрим, основной технологический процесс капитального ремонта силового агрегата ЗМЗ-53.
Какие процедуры необходимо выполнить и пройти:
- Мойка мотора.
- Разборка. В данном этапе мотор подвергается тотальному разбору на запасные части, чтобы определить какие детали повреждены, на сколько нанесен ущерб блоку и коленчатому валу, состояние головок блока, поршневой группы и головкам блока. Также, диагностике подвергаются второстепенные детали, а именно: масляный и водяной насос, в обязательном порядке сцепление и другие.
- Процесс диагностики. Здесь участвуют только три основные запчасти — блок (камеры, где происходит сгорание), коленчатый вал (на ремонтнопригодность) и ГБЦ (состояние газораспределительного механизма).
- Процесс замера и определения размеров. Коленчатый вал подвергается расточке. Так, для этой детали существует таблица размеров:
| Вид ремонта | Размер |
| 1 | 0,05 мм |
| 2 | 0,25 мм |
| 3 | 0,50 мм |
| 4 | 0,75 мм |
| 5 | 1,00 мм |
Как показывает практика, ремонтируемый коленвал до размера 1,00 мм и больше долго не живет и его рвет под нагрузкой.
- Расточка и хонинговка блока цилиндров. Здесь, также имеется таблица размерности ремонтопригодности:
| Ремонт | Размер |
| Стандарт | 92,0 мм |
| 1 | 92,5 мм |
| 2 | 93,0 мм |
| 3 | 93,5 мм |
| 4 и более | Гильзовка блока (установка гильз стандартного размера 92,0 мм) |
Сейчас, все блоки цилиндров старого образца подвергаются гильзовке, где мотор также может растачиваться под поршневую систему 92,5 и 93,0 мм.
- Переборка головки блока цилиндров. В данную процедуру входят такие операции: шарошка и притирка клапанов, полировка кулачков распределительного вала, замена клапанов и сальников.
- Когда все детали подготовлены, начинается сборка силового агрегата, где он приобретает свой первозданный вид.
- Последним этапом становится покраска и обкатка, где уже зальют масло и отрегулируют клапанный механизм.
Вывод
Двигатель ГАЗ 53 (или ЗМЗ 511) — это целая эпоха в автомобилестроении Советского Союза. Даже сейчас в отдаленных районах бывшего СССР можно встретить эксплуатацию этого аппарата. Он полюбился автомобилистам за счет простоты эксплуатации и обслуживания, а также своей надежности не смотря на года.
Ремонт двигателя ЗМЗ-53-11. Сборка двигателя. Часть 2.
Ремонт двигателя ЗМЗ-53-11. Сборка двигателя.
Часть 2
Продолжение. Начало статьи смотреть здесь: часть 1
11. Надеть стальную упорную шайбу на носок коленчатого вала.
12. Установить в паз сегментную шпонку шестерни коленчатого вала и напрессовать шестерню до упора с помощью приспособления 16-У-236817.
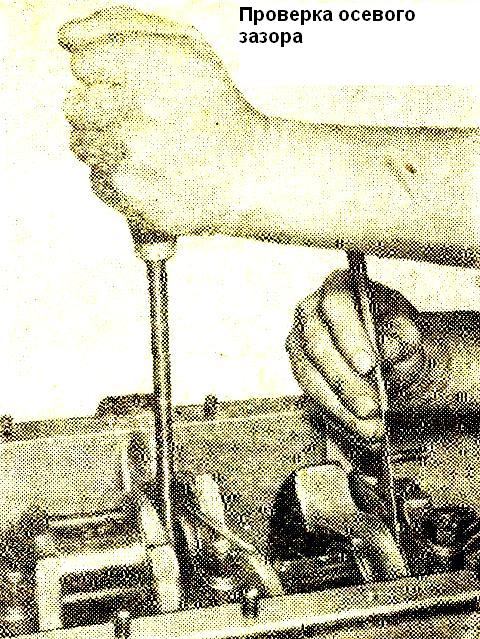
13. Проверить осевой зазор коленчатого вала. Для проверки необходимо отжать коленчатый вал к заднему концу двигателя и с помощью щупа определить зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки (рис. 58). Зазор должен быть в пределах 0,075 — 0,175 мм.
14. Произвести подсборку шатунно-поршневой группы:
- а) подобрать поршни по гильзам;
- б) подобрать поршневые пальцы к шатунам так, чтобы при нормальной комнатной температуре слегка смазанный палец плавно перемещался в отверстии верхней головки шатуна под легким усилием большого пальца (рис. 59). Цвет маркировки пальца должен соответствовать цвету маркировки на бобышках поршня. Подбирать пальцы из другой группы не разрешается;
Перед сборкой поршень должен быть нагрет в горячей воде до температуры 70°С. Запрессовка пальца в холодный поршень не допускается, так как это может привести к повреждению поверхности отверстий бобышек поршня, а также к деформации самого поршня.
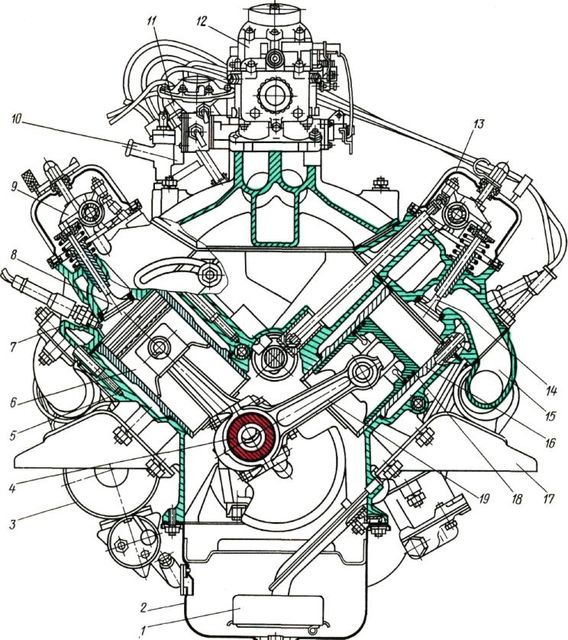
Шатуны и поршни перед сборкой должны быть сориентированы следующим образом: обозначение детали на шатуне и надпись ПЕРЕД на поршнях для 1, 2, 3, 4 цилиндров должны быть направлены в разные стороны, а для 5, 6, 7, 8 цилиндров надпись на поршне и номер на шатуне должны быть направлены в одну сторону (рис. 60);
15. Вставить поршни с шатунами в сборе в гильзы цилиндров:
- а) перед установкой необходимо тщательно протереть салфеткой постели шатунов, шатунные вкладыши и шатунные шейки коленчатого вала. Установить в нижние головки шатунов вкладыши шатунных подшипников. Прилегание вкладыша к гнезду должно быть плотным. Попадание между вкладышем и шатуном масла, пыли и инородных частиц не допускается;
- б) установить коленчатый вал в положение, соответствующее нижней мертвой точке в том цилиндре, куда устанавливается поршень;
- в) развести замки поршневых колец как указано ранее в разделе «Кривошипно-шатунный механизм», надеть на шатунные болты предохранительные латунные колпачки, смазать чистым маслом вкладыши, поршень, шатунную шейку коленчатого вала и гильзу цилиндра и с помощью оправки установить поршень в цилиндр (рис. 61).
Перед установкой поршней необходимо убедиться в том, что номер, выбитый на шатуне, соответствует номеру цилиндра, а надпись на поршне ПЕРЕД направлена к переднему торцу блока;
Затяжку стопорной гайки необходимо производить путем ее поворота на 1,5 — 2 грани от положения соприкосновения торца стопорной гайки с торцом основной гайки или моментом 0,3 — 0,5 даН·м (0,3 — 0,5 кгс·м).
Таким же образом установить остальные поршни.
16. Произвести подсборку распределительного вала:
- а) надеть на передний конец распределительного вала распорное кольцо и упорный фланец, установить в паз сегментную шпонку шестерни распределительного вала;
- б) напрессовать шестерню распределительного вала до упора в распорное кольцо;
- в) установить балансир эксцентрика и эксцентрик привода бензинового насоса и закрепить болтом с шайбой;
- г) с помощью щупа, введенного между упорным фланцем и ступицей шестерни распределительного вала, измерить осевой зазор распределительного вала (рис.62) Зазор должен быть в пределах 0,10 — 0,2 мм.
17. Вставить подсобранный распределительный вал в блок цилиндров, предварительно смазав опорные шейки чистым моторным маслом.
При зацеплении шестерен газораспределения зуб шестерни коленчатого вала с меткой 3 должен войти во впадину зубьев шестерни распределительного вала, отмеченную риской (рис. 63). Замену шестерен необходимо производить комплектно, так как они подбираются на заводе по боковому зазору и шуму при работе. Боковой зазор в зацеплении должен быть в пределах 0,03 — 0,08 мм.
18. Через отверстие в шестерне привода распределительного вала при помощи торцового ключа привернуть упорный фланец к блоку двумя болтами с пружинными шайбами.
19. Надеть на шейку коленчатого вала маслоотражатель выпуклой стороной к шестерне.
20. Надеть крышку распределительных шестерен на шпильки ее крепления, предварительно надев на них прокладку крышки. Крышка должна быть сцентрирована по переднему концу коленчатого вала при помощи специальной конусной оправки (рис. 64). Надеть на передний конец коленчатого вала оправку, поддать крышку распределительных шестерен к блоку цилиндров при помощи храповика и затянуть гайками.
21. Снять центрирующую оправку, напрессовать ступицу шкива до упора, используя приспособление 16-У-236817, совместив шпоночные пазы на валу и ступице, вложить в паз спец. резиновую пробку для уплотнения паза и запрессовать призматическую шпонку.
22. Привернуть шкив коленчатого вала к ступице.
23. Ввернуть в носок коленчатого вала храповик с пружинной шайбой.
24. Установить на блок цилиндров маслоприемник с уплотнительной прокладкой трубки маслоприемника и закрепить его при помощи гайки с пружинной шайбой.
25. Установить масляный картер с прокладкой на блок цилиндров и затянуть гайки его крепления. Места стыков держателя заднего сальника и крышки распределительных шестерен с блоком смазать герметиком.
Сборка двигателя автомобиля ГАЗ-66, ГАЗ-53
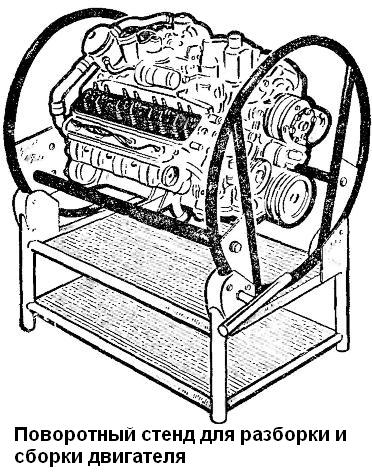
Для сборки двигателя, так же как и для его разборки, блок цилиндров двигателя в сборе с картером сцепления закрепляют на стенде (см. рис. 1).
Все детали двигателя перед сборкой подбирают по размерам, тщательно промывают, продувают сжатым воздухом и протирают чистыми салфетками. Все резьбовые соединения (шпильки, пробки, штуцера и т. д.), если они вывертывались при разборке или были заменены, необходимо ставить на сурике или свинцовых белилах, разведенных натуральной олифой.
 Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
К постановке на ремонтируемый двигатель не допускаются:
— шплинты и шплинтовочная проволока, бывшие в употреблении;
— пружинные шайбы, потерявшие упругость;
— болты и шпильки с вытянувшейся резьбой;
— гайки и болты с изношенными гранями;
— детали, имеющие на резьбе более двух забоин или вмятин или сорванные нитки резьбы;
Собирают двигатель в порядке, обратном разборке.
Ниже приводятся отдельные рекомендации и дополнительные требования по сборке двигателя.
При замене гильз цилиндров перед установкой гильзу подбирают по гнезду в блоке цилиндров.
Гильзы подбирают при помощи точной металлической линейки и набора щупов следующим образом:
— гильза, установленная на свое место в блоке цилиндров без уплотнительных прокладок, должна утопать относительно привалочной поверхности блока цилиндров.
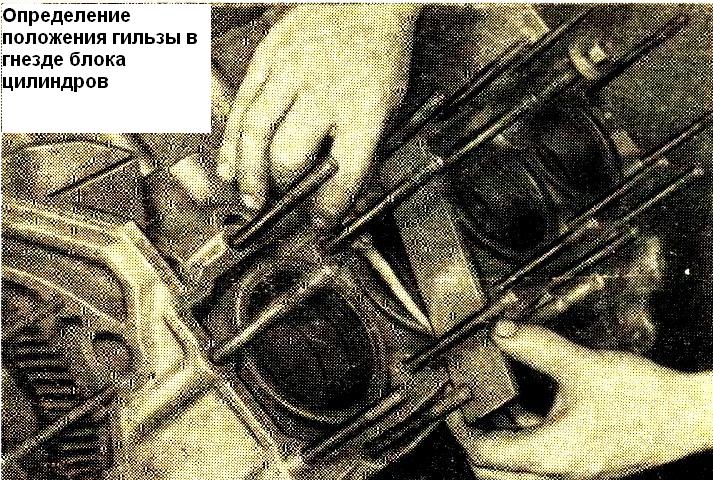
Линейку устанавливают на привалочную поверхность, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 2).
Толщину прокладки выбирают таким образом, чтобы после установки гильзы с прокладкой было обеспечено возвышение ее над поверхностью блока цилиндров в пределах 0,02—0,09 мм.
Уплотнительные прокладки выпускают различной толщины:
0,3; 0,2; 0,15 и 0,1 мм. В зависимости от зазора на гильзу цилиндра надевают ту или иную прокладку, иногда необходимую величину получают набором прокладок различной толщины.
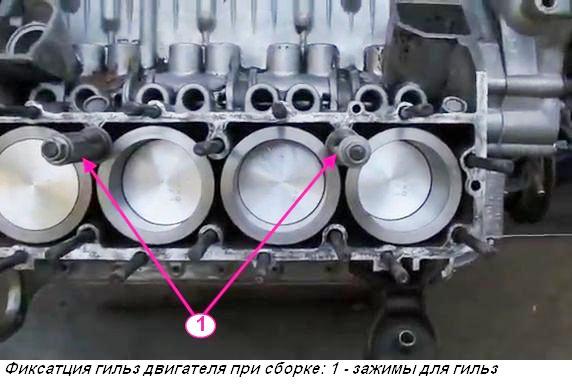
После установки в блок цилиндров гильзы закрепляют втулками-зажимами (см. рис. 3).
В качестве заднего сальника на двигателях применяют асбестовый шнур, пропитанный масляно-графитовой смесью. В гнезда блока цилиндров и сальникодержателя укладывают шнур длиной 140 мм. При помощи приспособления шнур опрессовывают в своих гнездах легкими ударами молотка, как указано на рис. 4. Не снимая приспособления, подрезают концы шнура заподлицо с плоскостью разъема сальникодержателя. Срез должен быть ровным, разлохмачивание концов и неровный срез не допускаются.

При сборке коленчатого вала с маховиком и сцеплением соблюдают следующие требования.
Гайки крепления маховика затягивают, обеспечивая момент 7,6—8,3 кГм.
При сборке сцепления ведомый диск устанавливают демпфером к нажимному диску и центрируют по подшипнику коленчатого вала (в качестве оправки может быть использован ведущий вал коробки передач).
Метки «О», выбитые на кожухе нажимного диска и маховика около одного из отверстий для болтов крепления кожуха, необходимо совместить.
Коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
При балансировке снимают лишнюю массу с тяжелой стороны высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм.
Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров.
Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.

После напрессовки шестерни коленчатого вала (рис. 5) при помощи съемника и упорной втулки проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала (рис. 6). Зазор должен быть в пределах 0,075 — 0,175 мм.
При сборке деталей шатунно-поршневой группы необходимо соблюдать следующие требования.
Поршневые пальцы подбирают к шатунам так, чтобы при комнатной температуре (+18 0 С) слегка смазанный палец плавно перемещался в отверстии шатуна под легким усилием большого пальца руки.
Перед сборкой поршни нагревают в горячей воде до +70 0 С.
Запрессовка пальца в холодный поршень не допускается, так как это может привести к порче поверхностей отверстий бобышек поршня, а также к деформации самого поршня.
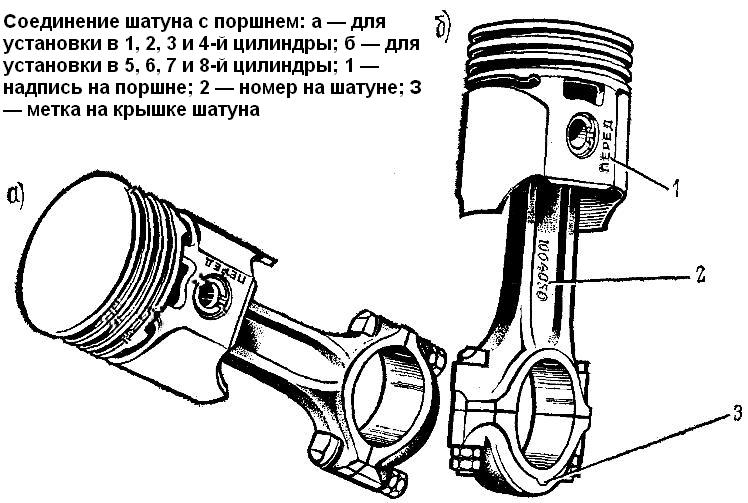
Шатуны и поршни при сборе ориентируют следующим образом: для поршней первого, второго, третьего и четвертого цилиндров надпись на поршне «перед» и номер, выштампованный на стержне шатуна, должны быть направлены в противоположные стороны, а для поршней пятого, шестого, седьмого и восьмого цилиндров — в одну сторону (рис. 7).
Стопорные кольца поршневого пальца устанавливают в канавки бобышек поршня так, чтобы отгиб усика был направлен наружу.
Поршневые кольца подбирают по гильзам, в которых они будут работать. Зазор, замеренный в стыке кольца, уложенного в гильзу, должен быть в пределах 0,3—0,5 мм для компрессионных и маслосъемных колец. В верхнюю поршневую канавку устанавливают хромированное, а во вторую — луженое компрессионное кольцо выточкой на внутренней стороне к днищу.
Перед установкой в гильзы цилиндров стыки поршневых колец расположить под углом в 120° друг к другу, а на шатунные болты следует надеть защитные латунные колпачки, чтобы избежать случайной порчи поверхности шатунных шеек.
При установке поршней в гильзы цилиндров следить за тем, чтобы надпись на поршне «перед» была направлена к переднему торцу блока цилиндров. Гайки болтов шатуна затянуть (момент 6,8 — 7,5 кгм) и законтрить.

После запрессовки шестерни на распределительный вал (рис. 8) проверить щупом осевой зазор между упорным фланцем и торцом шестерни распределительного вала. Зазор должен быть в пределах 0,08 — 0,2 мм.