Где находится номер двигателя зил 130
Зил -130
Зил самосвал

ЗИЛ-130 рама автомобиля и ее устройство

РАМА АВТОМОБИЛЯ ЗИЛ
СОДЕРЖАНИЕ
1 Рама автомобиля
2 Номер рамы ЗИЛ-130
3 Маркировка автомобиля
4 Ремонт рамы
5 Ремонт тягово-сцепного устройства
Рама автомобиля ЗИЛ-433360 клепаная, из штампованных деталей, состоит из двух лонжеронов переменного швеллерного сечения, соединенных поперечинами. В передней части рамы установлены удлинители рамы и буфер (рис.6-1).
 Рама ЗИЛ-130
Рама ЗИЛ-130
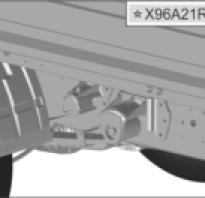
В отверстии задней поперечины рамы смонтировано тягово-сцепное устройство с резиновым буфером, обеспечивающим двустороннюю амортизацию, и крюком с защелкой для соединения со сцепной петлей прицепа. На шасси самосвала ЗИЛ—494560 установлена буксирная петля.
Номер рамы ЗИЛ-130
Номер рамы до 91 года набивался краской. После 91г набивали на раме цифры набивкой по железу, в конце рамы или перед кабиной, с правой сторны лонжерона. Инспекторы отлично об этом знают, их цель утилизировать все старе авто. Сейчас они нас не трогают, но только дойдет дело до регистрационных действий сразу возникнут проблемы с регистрацией автомобиля. Они знают каждую модель, в каком году и где нанесен номер рамы их этому обучают. Можно сделать кое что, с номером который рисовали краской.
 номер рамы краской
номер рамы краской
Найдите то место где он был нанесен, хоть одну цифру. Посмотрите какой был шрифт. Наберите на компьютере такой же шрифт, вырежьте трафарет с вашим номером и на тоже место только краской с баллончика белой нанесите его. Наша задача сделать максимально приближенно к заводскому оригиналу и у инспекторов к вам не будет вопросов. Со временем краска поблекнет и будет выглядеть как заводской номер.
 номер рамы ЗИЛ набитый
номер рамы ЗИЛ набитый  рама ЗИЛ
рама ЗИЛ
МАРКИРОВКА АВТОМОБИЛЯ
в сводной табличке заводских данных, которая крепится в кабине справа, на подставе сиденья пассажира (рис. 114). Буквы ХТ2 в начале идентификационного номера обозначают в закодированном виде данные о заводе изготовителе: Х — географическую зону страны; Т — страну; 2 —завод-изготовитель. Шесть последующих цифр обозначают модель автомобиля, далее — номер шасси и двигателя.
Латинская буква перед номером шасси обозначает закодированный год изготовления автомобиля.
Кроме того номер шасси нанесен краской на правом лонжероне рамы автомобиля, а номер двигателя (рис. 115) выбит на верхней передней части блока цилиндров двигателя (средняя строчка) на горизонтальной площадке возле рым—болта. Там же выбит номер модели двигателя(верхняя строчка) и год его выпуска (нижняя строчка).
 Маркировка автомобиля ЗИЛ
Маркировка автомобиля ЗИЛ
Ремонт рамы
При ремонте рам необходимо проверить плотность заклепочных соединений, наличие трещин в полках лонжеронов и поперечин, а также возможный прогиб и перекос лонжеронов. Ниже приведены рекомендации по исправлению обнаруженных на рамах неисправностей.
Заклепочные соединения проверяются простукиванием молотком. Ослабленные (дребезжащие) заклепки следует заменить. Подтягивание ослабленных заклепок эффекта не дает. Изношенные отверстия следует рассверлить под увеличенный диаметр заклепки. При большом износе отверстий под заклепки (более 15 % номинального диаметра) отверстия можно заварить и просверлить заново, а затем упрочить их Прогонкой через них конического пробойника.
Заклепки должны плотно входить в свои отверстия. При наличии смещения сопрягаемых деталей или при различном диаметре отверстий в них отверстия следует рассверлить или развернуть разверткой. Сопрягаемые детали рамы должны быть плотно прижав друг к другу, так как наличие зазора позволит телу осажеваемой заклепки заполнить этот зазор образовав так называемую “глухую” шайбу. При затруднениях следует устранить зазор, пользуясь рядом расположенным отверстие стянуть сопрягаемые детали болтом с гайкой или струбцин и только после этого вести клепку.
Чертеж рамы
 Чертеж рамы ЗИЛ-130
Чертеж рамы ЗИЛ-130
В гаражных условиях рекомендуется пользоваться горячей клепкой, то есть с нагревом заклепок в электрических или других нагревательных печах. Горячая заклепка после остывания еще плотнее стянет сопрягаемые детали. На авторемонтных заводах предпочтение следует отдавать гидроклепке с применением холодных заклепок. Для того чтоб не нарушать установленного положения деталей, замену & клепок следует производить последовательно, то есть сначала срубить одну заклепку, на ее место установить новую, затем срубить следующую и т.д.
Головки заклепок после клепки должны быть правильно расположены (по оси заклепки), полностью обжаты и должны иметь геометрически правильную форму без перекосов, наплывов и трещин. Диаметр вновь образованной головки заклепок должен быть не менее 1,5 диаметра стержня. Заклепочные соединения должны обеспечить плотное прилегание поверхностей соединяемых деталей на диаметре, равном двум диаметрам стержня заклепки. Допускается замена срубленной заклепки болтом с пружинной шайбой и гайкой.
Прогибы и перекосы. Определяются осмотром, а также проверкой с помощью линеек и шаблонов. Погнутость лонжеронов в плоскости вертикальной стенки не должна превышать 2 мм на дикие 1000 мм или 5 мм на всей длине лонжерона. Правку погнутых деталей рамы производят в холодном состоянии.
Взаимное смещение лонжеронов рамы, вызывающее неперпендикулярность поперечин по отношению к лонжеронам не допускается. Продольное смещение лонжеронов можно проверить, замерив расстояние между двумя накрест лежащими отверстиями под болты подвески двигателя. Перекошенную раму следует переклепать с заменой погнутых деталей.
ЗИЛ-130 рама размеры
 ЗИЛ-130 рама размеры
ЗИЛ-130 рама размеры
Трещины. При обнаружении трещин на кронштейнах крепления рессор амортизаторов. Эти детали следует заменить. При наличии трещин на лонжеронах рамы надо определить границы трещин. Для этого рекомендуется тщательно зачистить трещину до металлического блеска, промыть керосином, насухо протереть и простучать молотком. При наличии трещины будет выступать керосин.
В конце трещины или отступив от нее на 5…8 мм, следует поставить отметку керном и по керну засверлить сквозное отверстие диаметром 5 мм. Разделить зубилом или наждачным кругом канавку под углом 90° вдоль по трещине под заварку на глубину 3 мм с обеих сторон. Трещину заварить с двух сторон, начиная с засверленного отверстия и до конца трещины. Разделку под заварку можно заменить пропиловкой дефектной детали рамы ножовкой вдоль по трещине на всю ее длину.
При ремонте деталей рамы должна применяться ручная электродуговая сварка качественными электродами или полуавтоматическая сварка в защитной среде. Выполнять сварочные работы должен высококвалифицированный сварщик. Для заварки трещин деталей рамы, по данным НИИАТ, рекомендуется применять электроды ОЗС-б, ВН—48 и УОНИ 13/55.
Наплавка сварного шва не должна возвышаться над поверхностью детали более чем на 2 мм. В зоне сварки в результате термического влияния снижается усталостная прочность металла. Упрочнение этой зоны можно произвести наклепом с использованием пневматического или слесарного молотка. Любые трещины лонжеронов и поперечин можно ремонтировать сваркой постановкой усилительных накладок (рис.6-2).
 Типы усилительных накладок
Типы усилительных накладок
Накладка должна быть плотно подогнана по конфигурации усиливаемой детали и соединена с деталью заклепками или болтами. Приварку усилительных накладок во всех случаях следует производить только продольными швами. При постановке усилительных накладок не следует создавать излишней жесткости узла в месте появления трещин, так как это вызывает появление новых трещин у концов усилительных накладок. Материалом усилительных накладок может быть сталь 3, сталь 0,8 или сталь 20 толщиной 5 мм.
При появлении трещин на нижней полке лонжеронов рамы в зоне соединения поперечины с лонжероном необходимо провести следующие операции для восстановления рамы: изготовить усилительную накладку 3
 Усилитель лонжерона
Усилитель лонжерона
Усилитель лонжерона:
1 — трещина лонжерона рамы; 2 — засверленное отверстие
конца трещины; 3 — накладка; 4 — болт; 5 — заклепка
заварить трещины на лонжероне и на поперечине, предварительно разделав под сварку кромки и засверлив конец трещин срубить заклепки крепления поперечины на нижней полке лонжеронов;
приклепать поперечину и усилительную накладку к нижней полке е лонжеронов. При невозможности воспользоваться заклепками 5, установить болты 4, отверстия под болты исправить разверткой. При значительном повреждении отверстий поставить болты увеличенного диаметра до 14 мм;
приварить усилительную накладку к нижней полке лонжерона и к поперечине только продольными швами. Швы не следует доводить до концов усилительной накладки примерно на 20…30 мм.
Качество сварных швов проверить внешним осмотром. Аналогичным способом ремонтируются трещины и в других местах рамы.
 размер рамы ЗИЛ-433362
размер рамы ЗИЛ-433362  размер рамы ЗИЛ-130
размер рамы ЗИЛ-130
Ремонт тягово-сцепного устройства
Конструкция тягово-сцепного устройства показано на рис. 6—4. При разборке тягово-сцепного устройства с резиновым буфером необходимо произвести следующие операции.
Отвернуть болт крепления колпака и снять его. Расшплинтовать гайку, вынув шплинт 11. Отвернуть гайку 17 крепления стержня крюка и вынуть крюк в сборе.
Отвернуть гайки 10 крепления крышки 4 и корпуса 1 поперечине рамы, снять корпус 1 и вынуть из него резиновый буфер 2 и опорные шайбы 3.рис.6-3) лонжерона; Для отсоединения защелки 5 от буксирного крюке Надо вынуть шплинт, отвернуть гайку 7 и выбить ось 12.
Для снятия собачки 6 с защелки надо отвернуть стопорный болт и выбить ось 8. Сборка тягово-сцепного устройства с резиновым элементом производится в обратном порядке. Параметры деталей тягово-сцепного устройства приведены в табл.6-2.
 Тягово-сцепное устройство
Тягово-сцепное устройство  Таблица 6-2
Таблица 6-2 ![]() Таблица 6-2
Таблица 6-2
Вес рамы примерно около 400 килогр аммов
ФОТО РАМЫ
 Рама ЗИЛ-130
Рама ЗИЛ-130
СМОТРИТЕ ВИДЕО