
Станки для шлифовки и фрезеровки головок блока цилиндров
Станки для шлифовки и фрезеровки головок блока цилиндров
- SERDI SPT 1600 L
- SERDI SPT 1600 XL
Станки для обработки седел и направляющих втулок клапанов
SERDI 4.5
Универсальный станок SERDI 4.5, производящий точную обработку седел клапанов диаметром от 16 до 120 мм. Станок может быть использован для работ с головками блоков любых типов двигателей.
Станок укомплектован новым шпинделем High Torque на который может применяться для обработки направляющих втулок клапанов головок блока цилиндров с наименьшим диаметром 4 мм.
SERDI STRONIK M
SERDI STRONIK M универсальный станок с ЧПУ, предназначенный для ремонта головок цилиндров любых размеров и с любыми угловыми наклонами клапана.
Станок снабжен патентованной системой самоцентрирования шпинделя с тройной воздушной подушкой и встроенным высокомоментным шпиндельным мотором-редуктором. По окончании центрирования шпиндель автоматически зажимается пневмофиксаторами.
SERDI 100 ES-L30
Высокоточный многофункциональный станок для обработки направляющих втулок и седел клапанов больших головок блока SERDI 100 ES-L.
Станок SERDI 100 ES-L разработан на принципе центрирования с помощью двойной воздушной подушки, с высокомоментным шпинделем и очень большой жесткостью, необходимой для обработки очень тяжелых головок блока цилиндров.
SERDI 3.5
Высокоточный многофункциональный станок для обработки направляющих втулок и седел клапанов SERDI 3.5
Прецизионный станок SERDI 3.5 идеально приспособлен для удовлетворения большинства требований при обработке фасок седел клапанов современных многоклапанных головок блока цилиндров автомобильных и мотоциклетных двигателей, а также большинства двигателей легковых автомобилей старых конструкций.
Запатентованная рабочая головка с тройным воздушным подвешиванием, запатентованная система центрирования и встроенный двигатель шпинделя.
SERDI STRONIK STANDARD
SERDI STRONIK STANDART универсальный станок с ЧПУ, предназначенный для ремонта головок цилиндров любых размеров и с любыми угловыми наклонами клапана.
Станок снабжен патентованной системой самоцентрирования шпинделя с тройной воздушной подушкой и встроенным высокомоментным шпиндельным мотором-редуктором. По окончании центрирования шпиндель автоматически зажимается пневмофиксаторами.
SERDI STRONIK XL
SERDI STRONIK XL универсальный станок с ЧПУ, предназначенный для ремонта головок цилиндров любых размеров и с любыми угловыми наклонами клапана.
Станок снабжен патентованной системой самоцентрирования шпинделя с тройной воздушной подушкой и встроенным высокомоментным шпиндельным мотором-редуктором. По окончании центрирования шпиндель автоматически зажимается пневмофиксаторами.
SERDI MICRO-2000
Ручная машинка Serdi MICRO-2000 — портативный ручной инструмент c двойной системой центрирования шпинделя для замены и вырезания клапанных сёдел (14-40 мм), обработки фасок сёдел клапанов мультиугловым инструментом.
SERDI MICRO MAGNET
SERDI MICRO MAGNET — универсальная рабочая станция для обработки и вырезания седел ГБЦ двигателей легковых и грузовых автомобилей.
SERDI VGP-1200
Стенд Serdi VGP-1200 разработан специально для оперативной и безопасной замены направляющих втулок. Значительно упрощает работу оператору при выполнении операций и исключает ошибки. Стенд имеет гидроцилиндр для рассухаривания и засухаривания клапанов.
Установки для проверки герметичности (опрессовки)
SERDI SPT 1600 L
Установка для опрессовки головок блока цилиндров.
Легкое и эффективное тестирование всех поверхностей и систем головок блока цилиндров.
SERDI SPT 1600 XL
Установка для опрессовки больших головок блока цилиндров.
Станки для шлифовки и фрезеровки головок блока цилиндров
SERDI SG 330
Станок для фрезерования и шлифования плоскостей головок и блоков из алюминия и чугуна.
Конструкция станка оптимизирована статическими и динамическими вычислениями для гашения вибраций инструмента в широком спектре частот.
Рабочая головка может обрабатывать основные модели 4- и 6-цилиндровых двигателей. Станок оснащен системой охлаждения с электрическим насосом и баком-отстойником.
Контроль головок блока цилиндров передовых двигателей Mazda SkyActiv-G с помощью оборудования ZEISS



Алексей Муров, ведущий специалист Отдела подготовки производства двигателей, Департамент по реализации проектов:
«Для контроля шероховатости обработанной поверхности ГБЦ примыкания к блоку цилиндров мы применяем самый длинный детектор, тогда как для контроля шероховатостей седел клапанов — стандартный детектор. Модель профилометра Surfcom Nex 031 выбрана как универсальная для контроля как шероховатости, так и контура, и при этом оператор может контролировать весь процесс измерения и устанавливать корректное усилие на щуп при контроле профиля».

Вячеслав Комаров, руководитель контроля качества сборки двигателей, Департамент качества:
«С помощью метрологического оборудования ZEISS/ACCRETECH удалось добиться высокого качества обработки ГБЦ и осуществить наладку оборудования в цехе механической обработки в кратчайшие сроки. Благодаря кругломеру и контурографу мы контролируем большинство значимых параметров выпускаемой продукции, а также осуществляем контроль комплектующих изделий, получаемых от поставщика».
О компании МАЗДА СОЛЛЕРС Мануфэкчуринг Рус
Смотрите также
Клиника Da Vinci (Ставрополь): новые технологии и непрерывное образование от официального референтного центра ZEISS
- Микроскопия
Материалы будущего под микроскопом: интервью с проф. Йоахимом Майером
- Микроскопия
Свет морских глубин: Интервью с профессором Антье Боэтьюс
ZEISS: История успеха длиной в 175 лет
- Промышленная метрология и контроль
GRUNDFOS контролирует качество локализованных компонентов насосного оборудования с помощью машин ZEISS
- Промышленная метрология и контроль
Как ZEISS O-INSPECT помогает в создании минидвигателей для циркуляции крови
- Промышленная метрология и контроль
Метрологическое оборудование ZEISS для обеспечения качества средств контроля в компании ТМК-Премиум Сервис
- Промышленная метрология и контроль
ZEISS MMZ T: контроль производства высококлассных винтовых компрессоров
- Промышленная метрология и контроль
ZEISS / ACCRETECH: Контроль шероховатости поверхности лыж мировых чемпионов
- Промышленная метрология и контроль
ZEISS / ACCRETECH: высокоточные измерения сложных деталей в авиационной промышленности
Экспертиза выхода из строя двигателя после проведенного капитального ремонта
Заводской дефект.
Не качественное топливо или смазочные материалы.
Не квалифицированный произведенный ремонт.
Нарушение правил эксплуатации.
При обнаружении неисправности, зачастую собственник не может самостоятельно определить причину выхода из строя, или возникает спор с ремонтной мастерской и тут на помощь приходят эксперты.
Одним из главных требований к производству подобных экспертиз, как можно раньше провести экспертный осмотр, для фиксации дефектов и повреждений, т.к. в процессе разборки агрегата могут быть утеряны (утрачены) важные доказательства, что может усложнить работу эксперта. Основная задача эксперта определить первоисточник возникшей проблемы, и описать процессы последовавшие за первопричиной, т.е. установление причинно-следственной связи между событиями, причиной и следствием. Наши эксперты обладают необходимыми знаниями в данной области, квалификация подтверждается дипломами и сертификатами, так же имеется все необходимым оборудованием для проведения измерительных операций в ходе экспертизы двигателя. Ниже приведены образцы выполненных работ по установлению причин выхода из строя двигателей внутреннего сгорания.
Пример №1. (краткое описание заключения).
Автомобиля Audi Q7, год изготовления 2009, тип двигателя дизельный. Разбор двигателя исследуемого автомобиля разобран механиками дилерского центра. Причина обращения, повышенный расход моторного масла после проведения ремонта (замена свечей накала)
Фото №1-3. Общий вид автомобиля, показания одометра.

Осмотр
Фото №4, Подкапотного пространства, представленного автомобиля. 
В ходе осмотра экспертом установлено: двигатель представленного автомобиля частично разобран, головка блока цилиндров правая демонтирована.
« ».___________.2016 года собственник автомобиля обратился к официальному дилеру марки AUDI, для замены свечей накала. Согласно заказ-наряду №…….. от « ».________.2016 года проведены работы по замене, работы оплачены на сумму ___________ коп. В ходе демонтажа свечи накала второго цилиндра механиками официального дилера марки была демонтирована свеча накала из головки блока цилиндров, нагреваемая часть свечи по какой-то причине осталась в цилиндре двигателя. Хотя при демонтаже свечи на кала нельзя не не заметить, что кончик свечи отсутствует. Навесное оборудование было собрано и автомобиль был отдан владельцу.
Причиной выхода из строя двигателя исследуемого автомобиля Audi Q7, является попадание постороннего предмета (нагревательной части свечи накала) в цилиндр №2 правого развала и при дальнейшей работе соприкасаясь с деталями двигателя образовало на них механические повреждения. Т.е. не качественный произведенный ранее ремонт.
Пример №2.
Motor-Typ OM 442 A 15, Motor-Nr/. 442.901.400.701321, конструкция V-образный дизель, 6 цилиндров, двойной турбонадув, топливный насос плунжерного типа, расположен в развале, производитель двигателя Mersedes-Benz.
На осмотр представлен двигатель в разобранном виде.
Фото №2, Общий вид, двигатель демонтирован с автомобиля и разобран. 
Краткое изложение предшествующих событий:
1. Двигатель исследуемого автомобиля был отремонтирован, с заменой поршней, поршневых колец, шатунов, подшипников скольжения коленчатого вала, ремонтом головок блока цилиндров и заменой клапанов.
2. После проведения ремонта исследуемый автомобиль не использовался по прямому функциональному назначению, так как была неисправна подъемная стрела крана (была заказана).
3. После установки подъемной стрелы автокран начал эксплуатироваться, в первый же день эксплуатации автомобиля, произошел выход из строя двигателя внутреннего сгорания. При этом пробег автомобиля оставил не более 20 километров, произошло разрушение двигателя.
Двигатель представлен на осмотр имеет повреждения:
Блок двигателя имеет пролом в районе гильзы первого цилиндра.
Гильзы цилиндров: цилиндр №1 гильза разрушена, цилиндр №8 «отлом» фрагмента в нижней части. Гильзы цилиндров №2-4 и №6-8 находятся в рабочем состоянии, имеют следы эксплуатации, признаков и следов повреждений не установлено. В нижних частях гильз имеются четкие следы обработки поверхности, данный факт говорит о незначительной нагрузке на стенки гильз и о непродолжительной эксплуатации двигателя.
Поршня, кольца и шатуны: шатун цилиндра №1 разрушен с «отломом» верхней части, так же деформирован. Поршень цилиндра №1 разрушен, на осмотр не представлен (предоставлены фото). Шатун цилиндра №8 деформирован, поршень разрушен с «отломом» фрагмента. Шатуны и поршни цилиндров №2-4 и №6-8 находятся в работоспособном состоянии, имеют следы эксплуатации в виде рисок в верхних частях детали, признаков или следов дефектов влияющих на непосредственную работу, не обнаружено. Камеры сгорания поршней находятся в рабочем состоянии, признаков не правильной работы топливных форсунок не обнаружено. В камерах сгорания поршней имеются отложения серого цвета, рыхлой структуры, предположительно являющиеся признаками наличия высокотемпературного трения алюминиевых деталей двигателя, с признаками расплавления и эрозийного расплавления алюминиевых частей двигателя. Кольца поршней имеют признаки эксплуатации, подвижность в канавках нормальная, признаки залегания отсутствуют.
Головки цилиндров с 2-8 имеют признаки эксплуатации, что выражается в присутствии налета темно бурого цвета, рыхлой структуры (сажа). По внешнему виду клапаны головок блока цилиндров имеют налет темного цвета, что свидетельствует о не продолжительной работе. Головка цилиндра №1 имеет повреждения в виде деформация и сколов поверхности, данные следы свидетельствуют о механическом воздействии (биении) подвижных частей кривошипно-шатунного механизма. Выпускной клапан головки цилиндра №1 деформирован, вероятнее всего произошло изгибание стержня клапана в результате соприкосновения клапана во время открытия и неконтролируемо вращающихся частей кривошипно-шатунного механизма.
Прокладки головок блока цилиндра находятся в рабочем состоянии по внешним признакам и следам, находились в работе не продолжительное время.
Причины выхода из строя двигателя: Описание причинно-следственной связи между установленными дефектами в ходе исследования и выходом из строя двигателя. По мнению специалиста, причиной выхода из строя исследуемого двигателя внутреннего сгорания является наличие (обнаруженных) посторонних частиц в магистрали масляной форсунки, что явилось следствием недостаточной смазки и охлаждения поршня первого цилиндра.
Пример №3.
Установить причину выхода из строя двигателя автомобиля Ниссан Дизель, год изготовления …., с описанием причинно-следственной связи между образованием причины и выходом из строя двигателя?
П информации полученной от заказчика, при эксплуатации автомобиля «Ниссан Дизель» произошло разрушение коленчатого вала двигателя, в результате дефектовки было принято решение произвести ремонт, с заменой коленчатого вала (новый), вкладышей, втулок распределительного вала, распределительного вала (бу), полуколец кол. Вала, гильз цилиндров, колец поршневых. Так же для восстановления указанного двигателя необходимы было проведение работ по наплавлению (постелей) блока двигателя, указанные работы проведены ООО «…» о чем свидетельствует акт выполненных работ. Со слов «сборщика» после проведения сборки исследуемого двигателя, он проработал несколько часов на холостом ходу, далее проехал около 10-12 километров до базы собственника, после прибытия работал на холостом ходу и через короткое время остановился (заклинил). Далее произведена разборка двигателя с уведомлением сторон, на территории «сборщика», специалист (эксперт) на первичной разборке после заклинивания не присутствовал. После пришествия длительного временного промежутка, был назначен еще один осмотр частей двигателя с привлечением специалиста (эксперта) для установления причин выхода из строя двигателя.
Блок цилиндров. Общий вид блока двигателя

ВЫВОДЫ:
Двигатель заклинил из-за недостаточной смазки вращающихся деталей, что в свою очередь произошло из-за попадания посторонних частиц(стружки) в масляную магистраль, работы двигателя с выходом этих частиц под давлением масла в опорные подшипники коленчатого вала, (т.к. они являются первыми на пути транспортировки масла) и дальнейшим впресовыванием этих частиц в алюминиевые опорные вкладыши коленчатого вала с одновременным разогревом шеек вала и подшипников, далее посредствам масляного канала, но в меньшем количестве, эти же частицы начали попадать на вкладыши шатунные. Данный факт подтверждается наличием повреждений на «коренных» вкладышах повреждения более сильны, чем на шатунных, хотя шатунные являются более нагруженными, это так же подтверждает, что смазка подшипников качения осуществлялась беспрерывно.
Выводы кратко: что перед началом сборки, необходимо было провести тщательную мойку блока двигателя и масляной магистрали с дефектовкой масляного насоса. В результате того, что данные работы не были проведены, или проведены не должным образом, посторонние частицы попала в масляную магистраль исследуемого двигателя и произошли все обнаруженные повреждения вращающихся (трущихся) деталей. Причина выхода из строя исследуемого двигателя, производственная, а именно, ненадлежащая дефектовка и сборка агрегата.
Пример №4.
На разрешение специалиста поставлены вопросы:
1. Какова причина выхода из строя головки блока цилиндров исследуемого двигателя?
2. Имеет ли предоставленная головка блока цилиндров производственный или эксплуатационный дефект?
Вводная информация, полученная со слов представителя ООО «…»:
1. Двигатель был отремонтирован, с заменой головки блока цилиндров.
2. После проведения ремонта двигателя, была проведена обкатка двигателя на холостом ходу.
3. После обкатки двигателя, транспорт 29 июля 2016 годы был выпущен на рейс, пройдя около 160 км от Барнаула, двигатель вышел из строя, (со слов водителя, при движении, давление масла, температура были в норме, из глушителя появился белый дым, я остановился, заглушил двигатель, минут через 10 открыл капот, проверил масло, было два уровня, вызвал техпомощь).
4. Произведена разборка и «дефектовка» двигателя.
Обстоятельства дела. (Со слов представителя «…»).
На исследование специалисту были предоставлены две головки блока цилиндров одного и того же двигателя, головка №1 была заменена по причине «обрыва клапана», головка №2 вышла из строя по прохождению транспорта расстояния в 160 км. Детальный осмотр с демонтажем клапанов головки блока цилиндров №2.
Фото №1. Головка блока цилиндра №1 
Фото №2. Головка блока цилиндра №2. 
Фото №3. Общий вид демонтированного двигателя, частично разобран. 
Фото №15. Общий вид впускных клапанов головки блока цилиндров №2. 
Фото №30. Общий вид выпускных клапанов головки блока цилиндров №2 
Выводы кратко:
Обнаруженные дефекты:
1. Некачественная притирка клапанных пружин.
2. Использование не стандартных клапанных пружин, отличных от заводских.
Дефекты являются производственный (заводским), использование пружин характеристиками отличных от заводских.
Оборудование

Предназначен для выравнивания рабочей поверхности тормозного диска.

Предназначен для ремонта двигателей таких моделей, как КАМАЗ 740, ЯМЗ 236 и ЯМЗ 238

Предназначен для разборки, сборки и ремонта крупногабаритных двигателей внутреннего сгорания

Предназначен для обработки рабочей фаски седла клапана на ГБЦ как с наклонной, так и с вертикальной осью стержня клапана.

Предназначен для шлифовки рабочей фаски клапана и торца клапана с последующей заправкой фаски на торце клапана.

Предназначен для шлифовки поверхностей блоков цилиндров из различных материалов, а также головок блоков цилиндров.

Предназначен для быстрого и удобного ремонта двигателей и агрегатов.

Предназначен для ремонта двигателей таких моделей, как КАМАЗ 740, ЯМЗ 236 и ЯМЗ 238

Стенд для «холодной» обкатки ДВС предназначен для проверки работоспособности и проверки заводских параметров двигателей после капитального ремонта.

Мойка агрегатов предназначена для промывки любых деталей двигателя. Работает на основе водно-щелочного состава.

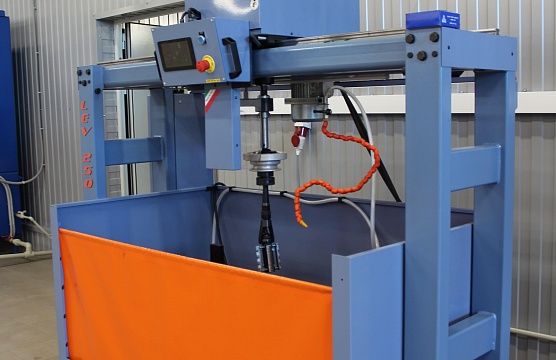
Предназначен для выявления микротрещин и герметичности головок блока цилиндров двигателей.

Шлифовальные станки линии REX выпускаются в Италии фирмой ROBBI S.p.A..
Станки, которые выпускаются на основании 75-летнего опыта фирмы ROBBI в производстве прецизионного оборудования для восстановления двигателей. Станки ROBBI удовлетворяют всем техническим требованиям по восстанавлению как единичных деталей, так и малых или средних серий коленчатых валов.
Станок имеет бабки с поперечным перемещением и быстрым вращением патронов на 360º согласно предварительно установленным углам и плавную стабилизацию вращения обрабатываемой детали, управляемую через потенциометр. Один из точных шлифовальных станков, который удовлетворяет конкретным потребностям производства лучше всего — это REX 1200 для валов двигателей легковых автомобилей

Предназначен для проточки тормозных барабанов любых размеров.
Предназначен для нанесения перекрестного хона на стенки гильз блоков цилиндров любой марки и размеров.
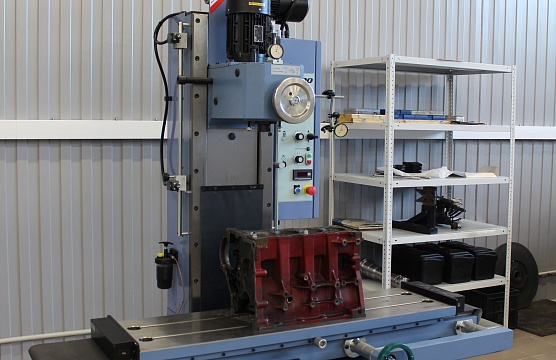
Станок для рассверливания цилиндров. Диаметр 30-170 мм. Вариатор шпинделя с аналоговым указателем. Был разработан для удовлетворения потребностей всей линейки (30÷170 мм) легковых и грузовых блоков цилиндров.
Шлифование превосходного качества и высокой точности достигается путем сочетания испытанных механических схем и инновационных технических решений, которые позволяют улучшить производительность и адаптивность станка.

