
Как притирать клапана? | Притирочная паста блог и новости
Как притирать клапана? | Притирочная паста блог и новости
В процессе работы двигателя как дизельного, так и бензинового, на клапанах впускного и выпускного вала образуется нагар, вследствие неправильной работы топливной системы. Врезультате происходит частичная разгерметизация камеры сгорания.

Если выпускной клапан плотно не закрывается, то топливная смесь не только теряет воздух, который поступил в цилиндр, но еще и всасывает обратно выхлопные газы. Это вызывает скорое прогорание клапанов, износ направляющей втулки клапана, разбитие седла клапана, износ рабочей фаски клапана.

Поэтому при ремонтных работах, связанных со снятием головки блока цилиндров (далее по тексту ГБЦ) и заменой клапанов, осуществляется процесс притирки очищенных или новых клапанов в седла при помощи притирочной пасты.
Сегодня мы разберем, как правильно делать притирку клапанов.
1. Притирочная паста.

Специально разработанный состав для притирки клапанов в двигателях.
Одним из компонентов является Карбору́нд — техническое название синтетического материала Син: карбид кремния
Сфера применения:
Притирка клапанов к седлам ГБЦ. Также используется для полировки никелированных и хромированных деталей.
КРУПНОЗЕРНИСТАЯ (Зернистость 80 гранулквадратный дюйм)
Удаляет последствия прогара клапана, износ направляющей втулки клапана, просадка, и разбитие седла клапана, износ рабочей фаски клапана.
МЕЛКОЗЕРНИСТАЯ (Зернистость 220 гранулквадратный дюйм)
Окончательная посадка клапана в седло, восстановление герметичности.
— Возможность достигать любого уровня зернистости пасты, добавляя в состав масло.
— Обеспечивает получение оптимальной шероховатости обрабатываемой поверхности и повышение производительности работ.
2. Рассухариватель клапанов – универсальный инструмент для снятия «сухарей клапана».

3. Шуруповерт, две руки, шпилька, 2 кусочка шланга, небольшая пружинка.

Снимаем оси.
Процесс притирки клапанов мы покажем на примере двигателей H5 и Н2 автомобиля Great Wall HOVER.
Итак, мы уже демонтировали ГБЦ, проверили на плоскость, выяснили, что отклонений нет, следов пробоя тоже нет.

Снимаем оси с коромыслами. Они держатся за счет пяти болтов на впуске и восьми на выпуске.
Откручивается все довольно просто ключом на 12.

При съеме коромысел нужно быть внимательным с осью: на двигателях у Н5 и Н2 могут выскочить гидрокомпенсаторы.

В нашем случае гидрокомпенсаторы сильно изношены, поэтому был установлен комплект новых.
Важно! Если у вас гидрокомпенсаторы в хорошем состоянии, то лучше их не вынимать и не сжимать, чтобы не ушло масло.
Рассухариваем клапаны.

Что такое сухари?
«Сухари клапанов» — вспомогательные детали, предназначенные для соединения тарелки пружины клапана с клапаном таким образом, чтобы пружина клапана постоянно поддерживала его в требуемом положении.
Вкручиваем болт в одно из отверстий под осью и устанавливаем рассухариватель.

Берем в одну руку инструмент, в другую — магнит или пинцет для извлечения сухарей.

Пружины и клапаны ставим по порядку, как были в ГБЦ, чтобы не путать местами.

У одного впускного клапана оказалась потертость от тарелки сверху пружины, заменяем на новый.

Очищаем клапаны от нагара и прочищаем каналы ГБЦ. 
Первый этап
Клапаны были хорошо «подпорчены», поэтому притирать пришлось в два этапа крупнозернистой и мелкозернистой пастами.
Собираем конструкцию как на фотографии.

Наносим крупнозернистую притирочную пасту по периметру клапана.

Вставляем конструкцию в седло и надеваем свободную часть трубки на шуруповерт.

На малых оборотах вращаем клапан в седле сначала по часовой стрелке, потом в обратном направлении, приподнимая иногда клапан (в этом нам помогает пружина).
Второй этап.
Двумя трубками и мелкозернистой пастой вручную доводим клапаны до финиша.

Процесс напоминает добычу огня, но через пару оборотов необходимо поднимать клапан и смещать на 30-40 градусов, чтобы он не шлифовался в одном положении.

Наличие раковин и неровностей не допустимо ни на клапане, ни на седле!

Ставим клапаны на место, идем на улицу проверять работу.
ГБЦ переворачивается пластиной вверх, свечи закручиваются с обратной стороны как на фото, на клапаны наливается керосин. Если керосин не проник в зазор между клапаном и седлом, значит мы все сделали правильно.

Если где-то уровень ушел, опять разбираем и притираем:)
Вот и все, ГБЦ готова к сборке, осталось обработать прокладку ГБЦ герметиком-спреем медным для прокладок, о котором мы поговорим в следующей записи.
За фотоматериал и помощь в подготовке статьи, благодарим Shustrii
Торцевание, укорачивание клапанов
Торцевание (укорачивание) клапанов.
Торцевание клапанов – способ избежать крупных затрат на покупку новой головки блока цилиндров. Особенно актуально для 8-клапанных моторов ВАЗ и для моторов ЗМЗ-405, ЗМЗ-406.
Причиной пониженной компрессии в цилиндре может быть неплотное прилегание клапана к седлу и подгорание клапана. Как правило, проблемы случаются с выпускными клапанами. Причин подгорания и прогорания клапана несколько. Это может быть бракованный клапан, неправильная регулировка теплового зазора клапана, повышенное биение клапана в направляющей втулке.
Повышенное биение клапана в направляющей втулке – наиболее распространенная причина подгорания клапанов в 8-клапанных моторах ВАЗ.
При работе двигателя с подгоревшим клапаном происходит более интенсивное, чем в обычных условиях, выгорание материала седла клапана. Чем больше вы эксплуатируете машину с неплотно прилегающими клапанами – тем значительней повреждения седел клапанов.
В процессе ремонта ГБЦ, особенно если меняются направляющие втулки клапанов – седла клапанов необходимо обработать зенкером (шарошкой) для обеспечения соосности направляющей втулки и седла клапана. При этом убирается дополнительный объем материала седла. Вследствие этого, клапан дополнительно утапливается в седле, и его торец дополнительно приближается к распредвалу.
Регулировка зазора клапанов производится уменьшением толщины регулировочных шайб. Минимальная допустимая толщина шайбы – 2,75 мм. Обычно при такой толщине шайбы распредвал начинает задевать корпус толкателя клапана.
Завод в этом случае предписывает менять головку блока цилиндров на новую.
Однако существуют способы обойтись еще довольно продолжительное время без покупки новой ГБЦ.
- Замена седел клапанов. Довольно дорогостоящая операция. От 500 рублей за одно седло плюс обязательное торцевание плоскости ГБЦ. Гарантия на работу обычно не дается. По опыту – поменянные седла держатся хорошо.
- Торцевание клапанов. Обходится радикально дешевле замены седел – эффект тот же. Торцевание одного клапана стоит 50 рублей. Недостаток – ограниченная по длине часть клапана, которую возможно укоротить. Обычно можно убрать не более 1 мм. длины. Но в большинстве случаев этого хватает, чтобы после сборки регулировочные шайбы имели толщину 3,45-3,90 мм. – как с завода. Гарантия на укороченные клапана также не дается – но по опыту ходят такие клапана не меньше, чем не укороченные.
Благодаря особой технологии укорачивания клапана мы добиваемся качественной плоскости торца, что позволяет клапану работать в правильном режиме, постоянно вращаясь вокруг своей оси.
В случае укорачивания клапана «на глазок» болгаркой или наждаком добиться параллельной и ровной плоскости невозможно – клапан не будет вращаться во время работы – это приведет к его быстрому прогару. Возможно, следующий ремонт ГБЦ уже не понадобится – запасов не останется, и придется покупать новую головку.
Пример нашей работы. Слева заводской клапан, справа укороченный по нашей технологии.
Ремонт головки блока цилиндров МТЗ-80
К основным дефектам головки блока цилиндров Д-240 трактора МТЗ-80 (рис. 2.1.16) относят: коробление плоскости разъема; износ внутренних поверхностей направляющих втулок, рабочих фасок клапанов и седел клапанов; трещины в перемычках клапанных гнезд; прогар посадочных мест под уплотнения форсунок или их стаканов.
При проведении технической экспертизы пользуются основными показателями и регулировочными данными деталей головки цилиндров и газораспределительного механизма ГРМ.
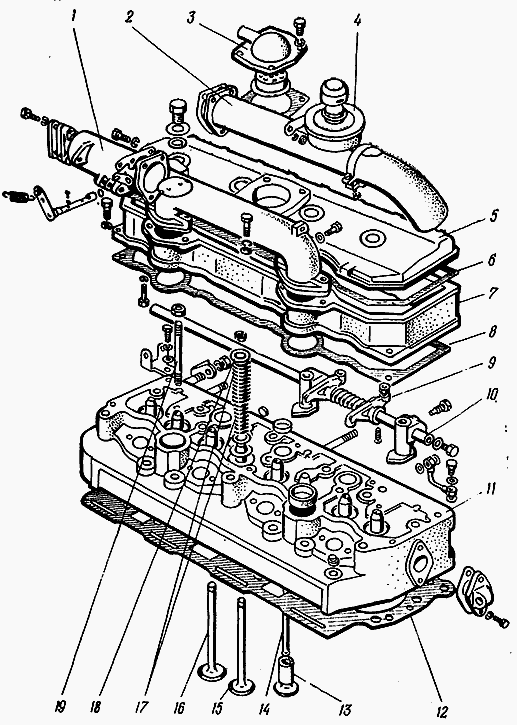
Рис. 2.1.16. Взаимное расположение деталей головки цилиндров Д-240
1 — патрубок; 2 — труба; 3 — корпус сапуна; 4 — бачок; 5 — колпак; 6, 8 — прокладки; 7— крышка головки; 9 — коромысло; 10 — ось; 11 — головка цилиндров; 12 — прокладка головки; 13 — толкатель; 14 — штанга; 15 — клапан выпускной; 16 — клапан впускной; 17 — пружины клапана; 18— тарелка клапана; 19 — шпилька
Основные показатели и регулировочные данные деталей головки цилиндров и ГРМ Д-240 трактора МТЗ-80
Выступание стержня клапана, мм:
— номинальное — 56,0
— допустимое — 57,2
Перемещение клапана, мм:
— номинальное — 10,2
— допустимое — 9,0
Отклонение от плоскостности поверхности головки, мм, не более — 0,15
Утопание тарелки клапана, мм:
— номинальное — 0,4—0,7
— допустимое — 1,8
Допустимый внутренний диаметр втулки клапана, мм — 11,10
Допустимая сила сжатия (упругость) наружных клапанных пружин до рабочей длины — 148
Рабочая длина наружной пружины, мм — 54,0
Допустимая сила сжатия (упругость) внутренних клапанных пружин до рабочей длины, Н — 74
Рабочая длина внутренней пружины, мм — 48,5
Допустимый диаметр стержня клапана, мм — 10,85
Внутренний диаметр втулки коромысел, мм — 19,02—19,05
Диаметр оси коромысел, мм — 18,98—19,00
Утопание тарелок клапанов в гнездах головки без снятия ее с блока цилиндров можно определить по выступанию стержней всасывающих клапанов относительно поверхности головки.
Для этого поочередно устанавливают поршни в ВМТ такта сжатия и измеряют расстояние от торца стержня клапана до головки. Если выступание стержня клапана превышает допустимую величину, то это свидетельствует о предельном износе тарелок клапанов и их седел.
Одновременно можно определить степень износа кулачков распределительного вала. Для этого прокручивают коленчатый вал дизеля до полного открытия клапана (при установленном для холодного дизеля тепловом зазоре) и замеряют расстояние от торца стержня клапана до головки.
По разности расстояний, измеренных при закрытых и полностью открытых клапанах, определяют перемещение каждого клапана.
Если перемещение клапана ниже допустимого значения, распределительный вал дизеля МТЗ-80 заменяют. После этих замеров головку снимают с дизеля и подвергают дальнейшей экспертизе.
Замеряют отклонение от плоскостности поверхности головки (рис. 2.1.17). Если отклонение от плоскостности превышает допустимое значение, то головку заменяют; если отклонение в пределах нормы, то проверяют состояние седел клапанов по утопанию тарелки нового клапана (рис. 2.1.18).
При утопании тарелки клапана более допустимого размера головку заменяют. Если утопание в пределах нормы, то головку разбирают и ремонтируют.
Сухари клапанов и клапанные пружины снимают приспособлением ОР-9913 (рис. 2.1.19). Если седло клапана имеет трещины, то головку заменяют. Снятые клапаны маркируют, а затем замеряют диаметр стержня (рис. 2.1.20), проверяют биение тарелки клапана и изгиб стержня (рис. 2.1.21).
Биение фаски тарелки и изгиб стержня относительно оси клапана не должны превышать 0,03 мм. При наличии следов износа, прогаров, раковин на фасках клапанов рабочую поверхность фасок обрабатывают на шлифовальных станках Р-108 (рис. 2.1.22) или ОР-6686.
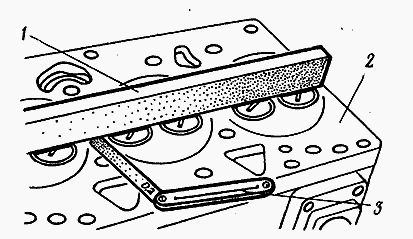
Рис. 2.1.17. Измерение отклонения от плоскостности поверхности головки блока цилиндров Д-240
1 — поверочная линейка; 2 — головка цилиндров; 3 — щуп
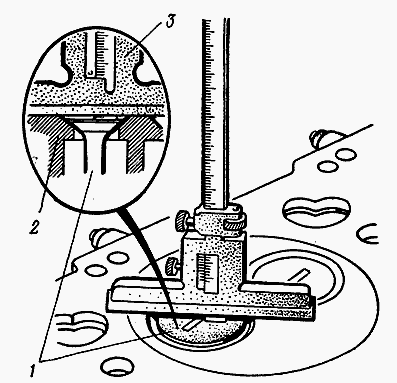
Рис. 2.1.18. Определение утопания тарелки клапана
1 — клапан; 2 — головка цилиндров; 3 — штанген-глубиномер
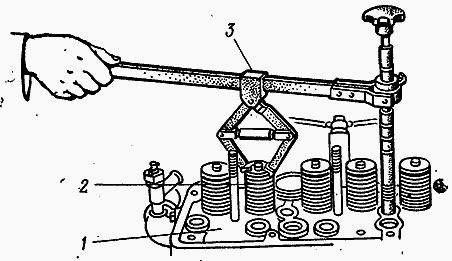
Рис. 2.1.19. Снятие сухарей клапанов и клапанных пружин
1 — головка цилиндров; 2 — клапанная пружина; 3 — приспособление ОР-9913
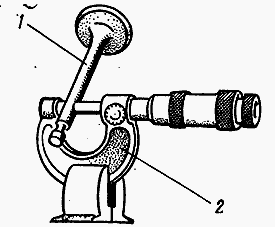
Рис. 2.1.20. Измерение диаметра стержня клапана Д-240
1 — клапан; 2 — микрометр
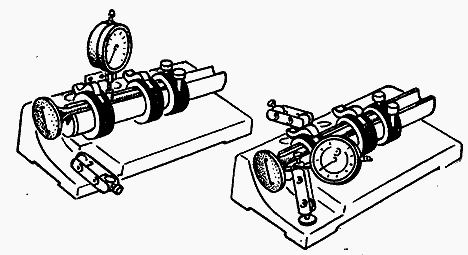
Рис. 2.1.21. Измерение изгиба стержня и биения фаски тарелки клапана
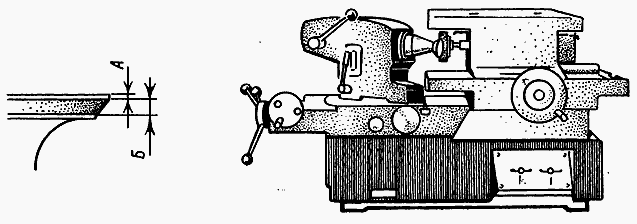
Рис. 2.1.22. Шлифование рабочей поверхности фаски клапана
Фаску впускного клапана шлифуют под углом 60°, выпускного — под углом 45°. После выведения следов износа ширина цилиндрической части тарелки клапана А должна быть не менее 0,5 мм, а ширина притертой матовой полоски на фаске клапана Б — не более 2 мм.
Направляющую втулку клапана заменяют при износе поверхности отверстия под стержень клапана до диаметра, превышающего допустимое значение, или при ослаблении посадки втулки в головке. Измерение диаметра отверстия направляющей втулки клапана показано на рис. 2.1.23.
При замене направляющую втулку выпрессовывают (рис. 2.1.24). Новую втулку подбирают с наибольшим допуском по наружному диаметру, смазывают эпоксидным клеем без наполнителя и запрессовывают в головку специальным (болтом (рис. 2.1.25).
После установки направляющих втулок седло клапана обрабатывают планетарно-шлифовальным приспособлением ОПР-1334А (рис. 2.1.26).
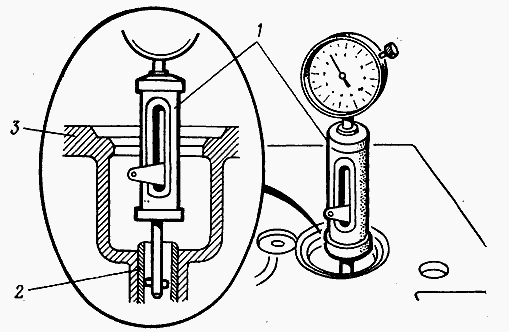
Рис. 2.1.23. Измерение диаметра отверстия втулки клапана МТЗ-80
1 — индикаторный нутромер; 2 — направляющая втулка клапана; 3 — головка блока цилиндров
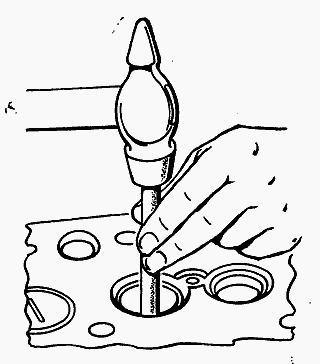
Рис. 2.1.24. Выпрессовка направляющей втулки клапана
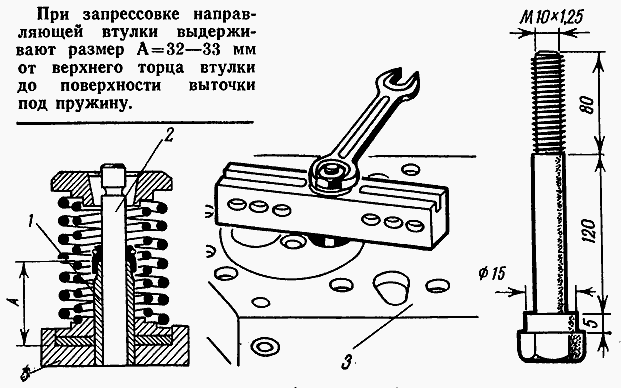
Рис. 2.1.25. Запрессовка направляющей втулки клапана
1 — направляющая втулка; 2 — клапан; 3 — головка блока цилиндров
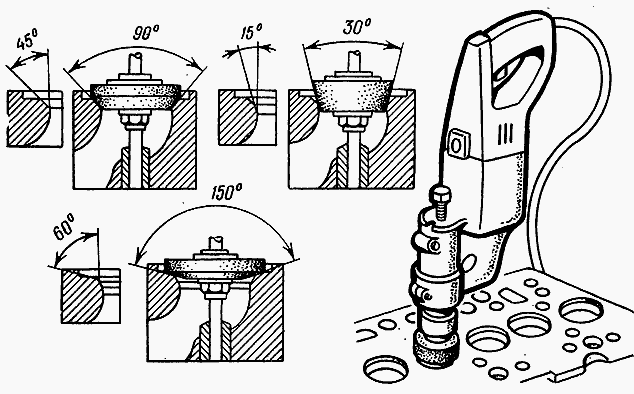
Рис. 2.1.26. Обработка седла клапана в головке блока цилиндров МТЗ-80
При рисках, раковинах, прожогах на рабочей фаске седла первоначально фаску шлифуют до выведения следов дефекта и проверяют состояние седла по утопанию тарелки нового клапана. Если утопание не превышает допустимого размера, то седло продолжают обрабатывать.
Нижнюю кромку рабочей фаски седла в головке цилиндров обрабатывают шлифовальным кругом с углом конуса 150°, а верхнюю кромку — 60°. Ширина рабочей фаски седла для впускных клапанов должна быть 2,0—2,5 мм для выпускных — 1,5—2,0 мм.
После обработки тарелки клапана Д-240 и седла их взаимно притирают. Если ремонту были подвергнуты все клапаны и седла, то притирку ведут на ставке ОПР-1841 А.
При ремонте одного-двух клапанов притирку ведут пневматическим приспособлением 2213 (рис. 2.1.27), используя пасту из смеси микропорошка М20 с индустриальным или моторным маслом.
В процессе притирки клапан периодически вращают и приподнимают. Время от времени проверяют состояние притирающихся фасок клапана и седла.
Верхняя кромка матовой полоски рабочей фаски должна располагаться на расстоянии не менее 0,5 мм от цилиндрической части тарелки клапана.
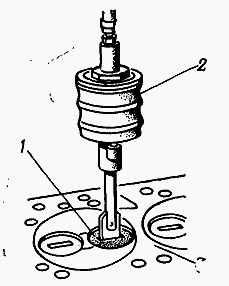
Рис. 2.1.27. Притирка клапана к седлу
1 — клапан; 2 — приспособление 2213; 3 — головка цилиндров
Если матовая полоска окажется значительно ниже или выше указанного расстояния, то седло снова обрабатывают шлифовальными кругами с углом конуса 60 и 150° и снова притирают клапан к седлу.
Перед сборкой клапанов Д-240 трактора МТЗ-80 проверяют длину и силу сжатия клапанных пружин на приспособлении МИП-100. Если параметры пружин выходят за допустимые значения, то пружины заменяют.
В некоторых случаях для компенсации длины и силы сжатия пружин под них устанавливают специальные шайбы, толщину которых можно определить по формуле: для впускного клапана А = В—1,3 мм; для выпускного клапана А = В—1,8 мм, где В — утопание клапана, замеренное после ремонта седла клапана.
После сборки клапанов выступание сухарей над плоскостью тарелки пружины должно быть не более 0,5 мм, утопание — не более 1,3 мм.
Для контроля герметичности клапанов впускные и выпускные каналы головки цилиндров заполняют керосином, который не должен просачиваться в течение 1,5 мин.
Перед установкой оси коромысел в сборе проверяют техническое состояние каждого коромысла. При наличии на бойках коромысел углублений более 0,3 мм поверхность бойка шлифуют до выведения следов дефекта.
Отклонение от параллельности рабочей поверхности бойка коромысла допускается не более 0,05 мм. При необходимости проверяют диаметр отверстий втулок коромысел. Зазор между втулкой и осью коромысел допускается не более 0,15 мм.
Что такое просадка клапанов двигателя
- Запчасти
- Спецпредложения
- Цены, наличие, подбор
- Производители
- Запчасти для двигателя
- Ходовая часть
- Узлы и агрегаты
- Гидравлика
- Запчасти для трансмиссии
- Рабочее оборудование
- Электросистема
- Фильтры
- Ремонт форсунок и ТНВД
- Бренды
- Запчасти Caterpillar
- Запчасти Komatsu
- Запчасти Cummins
- Запчасти Yanmar
- Запчасти Kubota
- Imachinery Brand
- Эксклюзивное дилерство KMP Brand
- Эксклюзивный дистрибьютор Maxiforce
- Эксклюзивный дистрибьютор World Gasket
- Премиум дистрибьютор CGR Ghinassi
- Официальный дистрибьютор Costex
- American Crane & Tractor Parts
- Магазин
- Информация
- Заказ и оплата
- Гарантия
- Доставка
- Экспресс-доставка
- Imachinery Globe
- Наши партнеры
- Бонусная карта Imachinery+
- Акции
- Инструкция к Торговой системе
- Новости
- Компания
- Наша команда
- Официальные реквизиты
- Вакансии
- Контакты
- Москва
- Москва (офис МКАД)
- Москва (KMP Store)
- Новосибирск
- Тюмень
- Хабаровск
- Майами, США
- Запчасти
- Спецпредложения
- Цены, наличие, подбор
- Производители
- Запчасти для двигателя
- Ходовая часть
- Узлы и агрегаты
- Гидравлика
- Запчасти для трансмиссии
- Рабочее оборудование
- Электросистема
- Фильтры
- Ремонт форсунок и ТНВД
- Бренды
- Запчасти Caterpillar
- Запчасти Komatsu
- Запчасти Cummins
- Запчасти Yanmar
- Запчасти Kubota
- Imachinery Brand
- Эксклюзивное дилерство KMP Brand
- Эксклюзивный дистрибьютор Maxiforce
- Эксклюзивный дистрибьютор World Gasket
- Премиум дистрибьютор CGR Ghinassi
- Официальный дистрибьютор Costex
- American Crane & Tractor Parts
- Магазин
- Информация
- Заказ и оплата
- Гарантия
- Доставка
- Экспресс-доставка
- Imachinery Globe
- Наши партнеры
- Бонусная карта Imachinery+
- Акции
- Инструкция к Торговой системе
- Новости
- Компания
- Наша команда
- Официальные реквизиты
- Вакансии
- Контакты
- Москва
- Москва (офис МКАД)
- Москва (KMP Store)
- Новосибирск
- Тюмень
- Хабаровск
- Майами, США



 Запчасти
Запчасти- Бренды
- Магазин
- Информация
- Новости
- Компания
- Контакты





 Заказать запчасти
Заказать запчасти Вход в торговую систему
Вход в торговую систему Заказать обратный звонок
Заказать обратный звонок

Поиск
Политика конфиденциальности в отношении личных данных
Мы гарантируем, что персональные данные, которые вы нам сообщаете, будут использованы исключительно для целей обработки ваших заказов и ответов на вопросы. Мы работаем в соответствии с Федеральным Законом от 27.07.2006 N 152-ФЗ «О ПЕРСОНАЛЬНЫХ ДАННЫХ».
С полной версией Политики вы можете ознакомиться здесь

