Особенности технологии термической обработки отливокСтраница 4
Особенности технологии термической обработки отливок
СКАЧАТЬ ПРЕЗЕНТАЦИЮ
ПОСМОТРЕТЬ ВИДЕО
ПОСМОТРЕТЬ СЛАЙДЫ
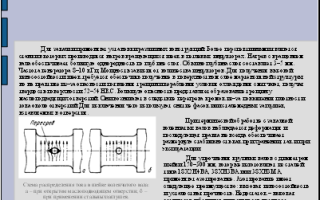
После механической обработки шейки валов упрочняют поверхностной закалкой ТВЧ либо поочередно, либо одновременно. Так как при поверхностной закалке в переходной зоне от закаленного слоя возникают растягивающие напряжения, то нужно чтобы максимум этих напряжений не совпадал с галтелью коленчатого вала. На рисунке представлены 3 вида закаленного слоя.
На рисунке (в) указана наиболее благоприятная форма закаленного слоя. Случай, когда закаленный слой охватывает галтель (в) повышает усталостную прочность в 1,5–2 раза. Вариант, приведенный на схеме (а), является недопустимым.
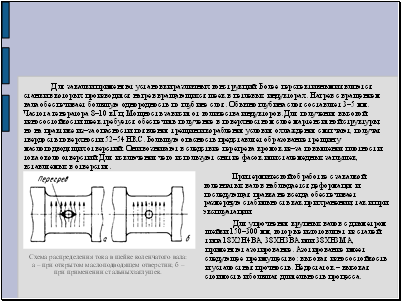
Для закалки применяют установки различных конструкций. Более перспективными являются станки в которых производится нагрев вращающихся шеек в петлевых индукторах. Нагрев с вращением вала обеспечивает большую однородность по глубине слоя. Обычно глубина слоя составляет 3–5 мм. Частота генератора 8–10 кГц. Мощность зависит от количества индукторов. Для получения высокой износостойкости шеек требуется обеспечить получение в поверхностном слое мартенситной структуры, но на практике из–за опасности появления трещин и корабления условия охлаждения смягчают, получая твердость поверхности 52–54 HRC. Большую опасность представляет образование трещин у маслоподводящих отверстий. Они возникают в следствие перегрева кромок из–за повышения плотности тока около отверстий. Для исключения чего используют снятие фасок или сталемедных заглушек, вставляемых в отверстия.
При термической обработке с закалкой коленчатых валов наблюдается деформация и последующая правка не всегда обеспечивает размерную стабильность как при хранении, так и при эксплуатации.
Для упрочнения крупных валов с диаметром шейки 150–300 мм, которые изготовляют из сталей типа 18Х2Н4ВА, 38ХН3ВА или 38ХН3МА, применяют азотирование. Азотирование имеет следующее преимущество: высокая износостойкость и усталостная прочность. Недостаток – высокая стоимость и большая длительность процесса.
Коленчатые валы из чугуна
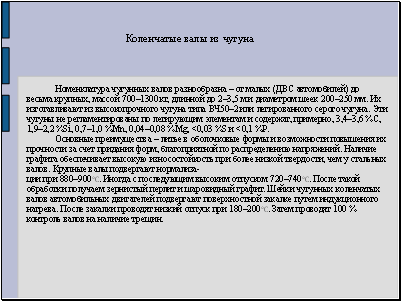
Номенклатура чугунных валов разнообразна – от малых (ДВС автомобилей) до весьма крупных, массой 700–1300 кг, длинной до 2–3,5 м и диаметром шеек 200–250 мм. Их изготавливают из высокопрочного чугуна типа ВЧ50–2 или легированного серого чугуна. Эти чугуны не регламентированы по легирующим элементам и содержат, примерно, 3,4–3,6 %С, 1,9–2,2 %Si, 0,7–1,0 %Mn, 0,04–0,08 %Mg, <0,03 %S и <0,1 %P.
Основные преимущества – литье в оболочковые формы и возможности повышения их прочности за счет придания форм, благоприятной по распределению напряжений. Наличие графита обеспечивает высокую износостойкость при более низкой твердости, чем у стальных валов. Крупные валы подвергают нормализа-
ции при 880–900℃. Иногда с последующим высоким отпуском 720–740℃. После такой обработки получаем зернистый перлит и шаровидный графит. Шейки чугунных коленчатых валов автомобильных двигателей подвергают поверхностной закалке путем индукционного нагрева. После закалки проводят низкий отпуск при 180–200℃. Затем проводят 100 % контроль валов на наличие трещин.
Устройство автомобилей
Группа деталей коленчатого вала
Заключительное звено кривошипно-шатунного механизма поршневого двигателя – группа коленчатого вала. Детали этой группы завершают процесс преобразования поступательного движения поршня во вращательное движение выходного звена.
В группу коленчатого вала входят: собственно коленчатый вал, противовесы, маховик, элементы привода газораспределительного и других вспомогательных механизмов и систем двигателя, узел осевой фиксации и детали маслоуплотняющих устройств.
Наиболее сложной и ответственной деталью группы коленчатого вала является сам коленчатый вал.
От технического совершенства конструкции и качества изготовления коленчатого вала во многом зависят полнота использования двигателем тепловой энергии сгоревших газов, т. е. КПД, потери на трение, долговечность, надежность, эффективность и экономичность двигателя.
Коленчатый вал двигателя
«Коленчатый вал – деталь, изогнутая до невозможности и вращающаяся до потери пульса»
Поговорка слесарей-мотористов

Коленчатый вал поршневого двигателя является деталью, конструкция которой позволяет завершить преобразование возвратно-поступательного прямолинейного движения поршня во вращательное движение. Как упоминалось в одной из статей об автомобилях, вращательное движение является оптимальным для большинства передвигающихся по суше машин и механизмов (т. е. для легковых, грузовых автомобилей и автобусов, тракторов и сельскохозяйственной техники и т. д.), поскольку основным движителем для таких машин является колесо, совершающее в процессе выполнения работы вращательное движение.
Коленчатый вал поршневого двигателя воспринимает усилие со стороны шатуна и преобразует их в крутящий момент. Кроме того, коленчатый вал обеспечивает движение поршней во время вспомогательных тактов и пуска двигателя, а также приводит в действие вспомогательные механизмы и приборы двигателя и его систем.
Усилия со стороны газов и сил инерции при большой длине коленчатого вала вызывают заметные продольные и угловые деформации, причиной которых являются динамические (переменные) нагрузки, способные при продолжительных воздействиях привести к усталостным разрушениям.
Шейки коленчатого вала работают при больших окружных скоростях и испытывают значительные тепловые и механические напряжения. При этом шатунные шейки совершают сложные перемещения, вызывающие комплексные инерционные нагрузки.
Исходя из перечисленных выше условий, в которых работает коленчатый вал, к его конструкции предъявляются следующие требования:
- форма коленвала должна обеспечивать уравновешенность двигателя в время работы;
- высокая жесткость, исключающая недопустимые деформации;
- высокая усталостная прочность и способность противостоять динамическим нагрузкам;
- высокая износостойкость трущихся поверхностей;
- минимальная масса, позволяющая снизить возникающие во время вращения вала инерционные силы и моменты.
Особенности конструкции коленчатого вала
Основными элементами коленчатого вала (рис. 1) являются коренные 4 и шатунные 2 шейки, соединяющие щеки 3, носок 5 и хвостовик 1. Две шатунные шейки, шатунная шейка и щеки, соединяющие их, образуют кривошип.

Торцевые поверхности щек, выступающие за шейки, шлифуются и образуют кольцевые пояски, используемые для осевой фиксации шатунов и самого коленчатого вала. Эти кольцевые пояски сопрягаются с цилиндрической поверхностью шеек плавными переходами – галтелями.
Внутри шеек и щек имеется система каналов и отверстий для подачи смазочного материала к подшипникам. Масло, как правило, поступает к шатунным вкладыши по каналам из смежных коренных подшипников.
Достаточную жесткость на изгиб обеспечивают так называемые полноопорные валы, в которых число коренных шеек на одну больше количества шатунных шеек.
Расположение шатунных шеек определяется из условия равномерного распределения воспламенения и уравновешенности деталей.
Коленчатые валы могут быть цельными и составными, т. е. разборными – состоять из отдельных кривошипов, соединяемых в единый узел. Составные валы применяются редко, только в случае использования коренных подшипников качения (рис. 2).

Щеки коленчатого вала со стороны коренных шеек часто имеют продолжение, заканчивающееся противовесами, предназначенными для разгрузки коренных подшипников от действия центробежных сил вращающихся масс, которые обусловлены дисбалансом вала из-за смещения шатунных шеек относительно оси вращения, а также для общего уравновешивания двигателя.
Противовесы выполняются заодно с коленчатым валом, но в случае большой их массы (например, в дизелях) они могут изготавливаться отдельно от вала и крепиться к нему болтами, шпильками или штифтами.
На носке коленчатого вала устанавливают шкивы или зубчатые колеса для привода механизма газораспределения, насосов, вентилятора и других механизмов и узлов различных систем двигателя.
На хвостовике коленчатого вала устанавливается маховик, уравновешивающий вращающиеся массы двигателя, на котором выполнен зубчатый венец для пуска двигателя.
Иногда зубчатые колеса привода газораспределительного механизма устанавливают не на носке, а на хвостовике, где имеются элементы уплотнения – гребень и маслосгонная резьба или накатка.
Коленчатый вал воспринимает значительные осевые усилия, возникающие при работе косозубых распределительных зубчатых колес и при выключении сцепления. Для того чтобы предотвратить перемещение вала от воздействия этих усилий, применяется осевая фиксация, которая обеспечивается упорными буртами вкладышей или упорным подшипником (см. рис. 3). В собранном узле образуется осевой зазор 0,05…0,15 мм, обеспечивающий свободное вращение вала.

Для уменьшения трения рабочая поверхность упорных колец покрывается антифрикционным сплавом. От проворачивания упорные кольца фиксируются штифтами.
После изготовления коленчатые валы подвергаются статической и динамической балансировке.
Жесткость и прочность коленчатого вала достигается:
- увеличением поперечного сечения шеек и щек;
- максимальным уменьшением массы шатунных шеек;
- рациональным размещением противовесов;
- уменьшением концентрации напряжений, создаваемых шатунными шейками.
Концентрацию напряжений уменьшают увеличением радиуса галтелей, наклонным расположением отверстий в шатунной шейке, применением бочкообразной формы полости внутри шатунной шейки.
Высокая износостойкость шеек коленчатого вала достигается ограничением усилий воздействия на подшипники, оптимальным выбором материала антифрикционного слоя, закалкой шеек и галтелей вала токами высокой частоты с последующим отпуском, азотированием шеек и галтелей, а также обеспечением оптимального режима смазывания.

Как и из каких металлов изготавливают коленчатые валы?
Коленчатые валы изготавливаются штамповкой из стали или отливаются из специальных чугунов. Для штампованных валов используют стали 45, 45Х, 40ХФА, 42ХМФА, 18Х2Н4ВА.
Коленчатые валы бензиновых двигателей отливают из чугуна. Их производство дешевле, им легко придать необходимую форму, однако нагрузки на изгиб они выдерживают значительно хуже, чем валы из стали, поэтому в дизелях чугунные валы применяют редко.
Маховик
Маховик служит для накопления кинетической энергии во время рабочего хода, уменьшения неравномерности вращения коленчатого вала, сглаживания момента перехода поршня через ВМТ и НМТ, облегчения пуска двигателя и трогании автомобиля с места. Маховик отливают из серого чугуна, располагая основную массу металла на ободе для увеличения момента инерции.
Для осуществления пуска двигателя электростартером на обод маховика напрессовывается зубчатый венец 2 (см. рис. 4), либо его крепят специальными болтами.
На ободе или торце маховика могут быть нанесены метки для установки поршня первого цилиндра в ВМТ или градусная шкала для установки момента зажигания (в градусах).
Для установки маховика на фланец коленчатого вала в однозначном положении одно из отверстий крепления маховика смещают на небольшой угол (примерно 2˚). В противном случае применяются установочные штифты и установочную втулку 4.
Коленчатый вал
 Современный поршневой двигатель внутреннего сгорания невообразим без такого важного элемента, как коленчатый вал. Именно эта деталь является преобразователем возвратно-поступательного движения поршней во вращательную. Иными словами, коленчатый вал двигателя — это ключевой элемент всей системы.
Современный поршневой двигатель внутреннего сгорания невообразим без такого важного элемента, как коленчатый вал. Именно эта деталь является преобразователем возвратно-поступательного движения поршней во вращательную. Иными словами, коленчатый вал двигателя — это ключевой элемент всей системы.
Ввиду его высокой важности, вал изготавливается по особой технологии, из металлов высокой прочности. Наконец, и цена у коленчатого вала весьма особая и тянет, если не на половину, то уж на треть стоимости двигателя точно. Сегодня мы будем изучать устройство коленчатого вала, его предназначение, а также поговорим о проблемах, которые вполне могут с ним возникнуть. Возможно, некоторым покажется, что все это элементарные вещи, но уверяем, мы расскажем вам о многих интересных деталях!
Как устроен коленчатый вал?
Коленвал автомобиля представляет собой деталь особой формы, на которой имеются места для посадки шатунов, а также противовесы, которые гасят вибрацию от неравномерного вращения. На большинстве коленчатых валов эти самые противовесы являются частью детали, то есть цельнолитыми, но на некоторых автомобилях устанавливаются специальные противовесы, которые крепятся к коленвалу с помощью болтов.
Деталь изготавливается из чугуна или из сплава чугуна и стали. Благодаря этому коленчатый вал имеет очень длительный ресурс работы, несмотря на то, что все время находится под большими нагрузками. Изготавливаются валы методом литья, но чаще всего, путем штамповки.
Доработка и ремонт коленчатого вала
Как это ни странно, но на многих автомобилях заводские коленчатые валы нуждаются в дополнительных обработках. Одной из таковых является балансировка коленчатого вала. Некоторые считают эту процедуру жизненно необходимой, другие – бесполезной. Тем не менее, уже давно доказано, что балансировка вала несет только положительные черты. К таковым можно отнести:
- Увеличение ресурса вала, благодаря снижению вибрации;
- Увеличение мощности, примерно, до 10%, в зависимости от объема двигателя;
- Сокращение расхода топлива;
Уравновешивание коленчатого вала позволяет избавиться от действия центробежной силы. Только представьте, каким нагрузкам поддается вал, когда датчик частоты вращения коленчатого вала насчитывает 6000 оборотов? Так вот после балансировки эта нагрузка становится в разы меньше.
Многих интересует такой вопрос, а является ли коленчатый вал ремонтопригодным? К счастью, да, ремонт коленчатого вала вполне осуществим. К таковым процедурам можно отнести следующее:
- Ремонт хвостовиков коленчатого вала;
- Расточка под следующий размер (аналог расточки цилиндров двигателя);
- Шлифовка коленчатого вала.
Все это тот комплекс работ, который может проводиться с целью восстановления и ремонта детали.
Коленчатые валы на современных автомобилях
Главной характеристикой современных машин является то, что электроника вмешивается абсолютно везде. И казалось бы, как внедрить ее можно в работу коленвала? Выяснилось, что очень просто. Нынешние системы впрыска двигателя ориентируются в своей работе по датчику положения коленчатого вала. Этот датчик сообщает электронному блоку управления о моменте, когда в цилиндры необходимо впрыскивать топливо. Если датчик коленчатого вала выйдет из строя, вам не то, что ехать, завести автомобиль не удастся. С одной стороны электроника – это плюс, а вот с другой – серьезный минус.
Мы рассмотрели с вами устройство коленчатого вала автомобиля, его особенности, назначение. Надеемся, что вам удалось узнать что-либо новое об этом важном элементе ДВС.
Читайте также:

 Промывка дизельных форсунок
Промывка дизельных форсунок
Одной из часто возникающих проблем с дизельным двигателем, является сбой в работе топливных форсунок. Конструктивные особенности дизельного мотора, низкокачественное топливо – все это со временем приводит к проблемам, связанным с форсунками. Мотор начинает работать нестабильно, повышается расход топлива, двигатель запускается неохотно, а из выхлопной трубы вырываются клубки черного дыма. Все .
Зима является суровым испытанием не только для человека, но и для автомобиля. И успешность преодоления всех трудностей, безупречность и надежность эксплуатации авто в зимнее время, зависит только от вашего отношения к нему. Правильно ухаживать за аккумулятором, за источником жизни всех электроприборов и систем автомобиля – наш главный вопрос, с которым мы будем разбираться .
Рейка является составной частью рулевого управления автомобиля. Каждая автомобильная деталь имеет определенный ресурс работы, рулевая рейка в этом плане не является исключением. Рабочее состояние механизм может сохранять порядка 100 тыс. км. Тем не менее, никто не застрахован от преждевременного возникновения проблем, связанных с рулевой рейкой. Наиболее частой из них является как раз стук в .
Большая Энциклопедия Нефти и Газа
Чугунный коленчатый вал
Чугунные коленчатые валы с азотированными шейками работают до перешлифовки шеек примерно в 2 — 5 раз дольше, чем такие же валы с иеупрочненными шейками. [1]
Чугунные, коленчатые валы получают литьем из высокопрочного чугуна, модифицированного магнием, перлитного ковкого чугуна, легированного никельмолибденового чугуна. [3]
Следовательно чугунные коленчатые валы с шаровидным графитом по износостойкости стоят выше стальных. [5]
Поскольку чугунные коленчатые валы двигателей , как и тепловозы, введены в массовом порядке на железнодорожном транспорте сравнительно недавно, то еще нет точно сформулированных и обоснованных требований к физико-механическим свойствам этих чугунов. Поэтому повышение износостойкости и долговечности работы коленчатого вала является актуальной задачей для железнодорожного транспорта. [6]
Заготовки чугунных коленчатых валов получают литьем в земляную или оболочковую форму. При литье валов коренные и шатунные шейки изготовляют полыми за счет установки литейных стержней. У крупных литых валов делают полыми и щеки, что снижает вес вала. У литых валов исключается трудоемкая обработка масляных каналов, так как при отливке вала ставятся специальные трубки. Структура литого вала способствует лучшему гашению вибраций при работе двигателя. При отливке в земляную форму в качестве связующего используют жидкое стекло, которое скрепляет форму при продувке ее углекислым газом. [7]
Основные дефекты чугунного коленчатого вала — преждевременный износ шеек и образование трещин — приводят к поломке вала тепловозов при незначительном пробеге. [8]
Значительное преимущество чугунных коленчатых валов перед стальными заключается в меньшей чувствительности к несоосности опор вследствие пониженного модуля упругости чугуна: при одинаковой величине перекоса напряжения, возникающие в чугунных валах, ниже, чем в стальных. [9]
Технологический процесс отливки чугунных коленчатых валов мало отличается от технологии отливки ответственных деталей компрессоров. [10]
Сопоставление конструкционных свойств стальных и чугунных коленчатых валов приведено в табл. 57 [12]; можно заметить значительное превосходство стальных валов перед чугунными при статических испытаниях и незначительное-при динамических испытаниях. [12]
Желательно также, чтобы чугунные коленчатые валы были полноопорными и имелось бы перекрытие коренных и шатунных шеек. Кроме того, радиусы галтелей коренных и шатунных шеек должны быть не меньшими 1 / 20 соответствующих диаметров шеек. [13]
Несмотря на явные преимущества чугунных коленчатых валов и уже имеющийся опыт их изготовления на отечественных и зарубежных предприятиях, в отечественном компрессоростроенни они до сего времени не применяются. Очевидно, это можно объяснить отсутствием нейтрализованной питейной базы. [14]
Положительные результаты восстановления шеек чугунных коленчатых валов двигателя ЗМЗ-53 достигаются при электродуговой металлизации с использованием проволоки Св — 10Г2 диаметром 1 6 мм. [15]