
Поршневые кольца
Поршневые кольца



Поршневы́е ко́льца — это незамкнутые кольца, которые с небольшим зазором (до нескольких сотых долей миллиметра) посажены в канавках на внешних поверхностях поршней в поршневых двигателях (таких как двигатели внутреннего сгорания или паровые двигатели) и поршневых компрессорах.
Содержание
- 1 Функции поршневых колец
- 2 Устройство поршневых колец
- 2.1 Материал
- 2.2 Количество колец
- 2.3 Эпюра давления
- 2.4 Замок
- 2.5 Компрессионные кольца
- 2.6 Маслосъёмные кольца
- 3 Поломка или износ колец вследствие нагрузок в цилиндре
- 4 Подгонка и монтаж новых поршневых колец
- 5 Примечания
Функции поршневых колец [ править | править код ]
Поршневые кольца выполняют три главные функции [1] :
- уплотнение (герметизацию) камеры сгорания (или камеры расширения). Компрессионные кольца поддерживают компрессию — с изношенными, поломанными или залёгшими кольцами двигатель потеряет мощность или вообще не запустится;
- увеличение теплоотдачи от поршня через стенку цилиндра, не допуская перегрева и задира поршня;
- регулирование толщины плёнки моторного масла на цилиндре (во всех четырёхтактных двигателях и в двухтактных двигателях) с раздельной смазкой [2] .
Устройство поршневых колец [ править | править код ]
Материал [ править | править код ]
Поршневые кольца изготавливают из высококачественного серого или ковкого чугуна, либо легированной стали. Теплостойкость и предел прочности стальных выше, зато чугунные дешевле и легко прирабатываются даже без покрытия. Стальные в любом случае покрывают антифрикционным приработочным, а часто и твёрдым покрытием [3] .
Распространённый вариант — верхние стальные, с покрытием пористым хромом и оловом, вторые — с покрытием молибденом либо чугунные без покрытия, и маслосъёмные литые из чугуна или наборные стальные. В этом случае сначала прирабатывается более мягкий материал второго кольца (молибден), а дальше по мере приработки функции основного уплотнения переходят к более долговечному кольцу с хромовым покрытием. Ранние двигатели с ресурсом до промежуточного ремонта менее 100.000 км имели, как правило, чугунные кольца без покрытия. Ввиду низкой точности старых поколений колец, это было вынужденное решение. Кроме того, число колец (4-6) и даже их высота была в ранних конструкциях больше. Крупноразмерные двигатели имеют большее число колец в том числе и для улучшения теплоотвода от поршня.
Обычно верхнее кольцо и кольцо, регулирующее подачу смазки, покрываются хромом или оловом [4] или нитридами [5] , в частности, с помощью плазменного напыления [6] или имеют керамическое покрытие, созданное с помощью PVD-процесса [7] . Для улучшения параметров трения и ещё большего улучшения износостойкости, многие современные дизельные двигатели имеют верхнее поршневое кольцо, покрытое модифицированным пористым хромом с помощью процесса, известного как CKS [4] или GDC [4] , который имеет включения из частиц алмазов или оксида алюминия. В некоторых типах двигателей, с никасиловой или алюсиловой поверхностью цилиндра, применяют поршневые кольца без твёрдого покрытия. Нарушение этого условия ведёт к быстрому (обычно невосстановимому) разрушению блока.
Количество колец [ править | править код ]
Количество колец определяется двумя конструктивными факторами двигателя: средней скоростью поршня и средним давлением цикла.
Чем выше средняя скорость поршня, тем, с одной стороны, больше потери на трение колец о стенки цилиндров, а с другой — меньше время действия давления газов и следовательно, меньше их прорыв через кольца. По этой причине для двигателей с высокой средней скоростью поршня (высокооборотистые и длинноходовые двигатели) применяют минимальное число поршневых колец. Для бензиновых двигателей — обычно 2 компрессионных и одно маслосъемное. На особо высокооборотистых двигателях может быть вообще одно кольцо. Для дизельных двигателей обычно применяют 2 или 3 компрессионных кольца и одно маслосъемное. Например, двигатель достаточно высокооборотистый двигатель Toyota KD имеет 2 компрессионных кольца, а среднеоборотистый ЯМЗ-238 — три.
Чем выше среднее давление цикла, тем больше прорыв газов через поршневые кольца, а доля потерь на трение в общей мощности двигателя не велика. Поэтому на двигателях с высоким средним давлением цикла (а это практически все средне- и низкооборотистые тепловозные, судовые и стационарные дизели) применяется большое число колец. Например, на среднеоборотистом дизеле 5Д49 каждый поршень имеет по 5 колец, из которых три компрессионных и два маслосъемных. Причем кольца расположены как над поршневым пальцем, так и под ним. Еще больше колец имеет поршень тихоходного двухтактного тепловозного дизеля 10Д100 (номинальная частота 750 об/мин). Здесь уже 7 колец из которых три — под поршневым пальцем. Крупные особо тихоходные судовые дизели имеют до 14 колец на каждый поршень.
Эпюра давления [ править | править код ]
Каждое кольцо получено путём точного разрезания чугунной или стальной трубы, причём заготовка овальная по сечению. Этим обеспечивается необходимая эпюра давления кольца на поверхность цилиндра, гарантирующая плотное прилегание и надёжную приработку кольца. В случае круглой заготовки после её разрезания, кольца бы не прилегали у замка. Фактически для нового кольца максимальное контактное давление достигается именно у замков, на некотором расстоянии от них минимально, и на остальной части имеет среднее значение. Кольца в канавках разворачивают таким образом, чтобы угол между замками был равным (для 3-х колец 120°, двух — через 180°). При этом эпюры давлений колец не будут совпадать, и износ по диаметру выравнивается. Кроме того, так получается лабиринт, уменьшающий прорыв газов [8] .
Материал колец должен сохранять необходимую упругость, так как компрессионные кольца расширителей не имеют. Когда прилегание обеспечено, основной прижим кольцу обеспечивает газовое давление. Чтобы несколько уменьшить трение в таких условиях, кольца ранних моделей имели фаски по наружной поверхности сверху. В последние годы снижения трения достигают уменьшением высоты колец, но кольца всё равно имеют ориентацию для установки к днищу поршня (надпись «TOP»). Неправильная ориентация может увеличить расход масла на угар, а значит (в условиях контроля токсичности) сделает невозможным эксплуатацию двигателя.
Замок [ править | править код ]
Стык или замок между торцами поршневого кольца после монтажа в цилиндр сокращается до небольшой величины. Зазор в замке составляет для отечественных ДВС по инструкции примерно 0,45-0,6 мм на диаметр поршня 100 мм для верхних поршневых колец, у маслосъёмных — несколько выше. Монтажный зазор кольца у импортных двигателей меньше примерно в 2 раза, так как точностью изготовления обеспечено прилегание, а значит, защита от перегрева с возможным смыканием замка. Фактически, высокие зазоры, указанные в русских инструкциях моторов ВАЗ, ГАЗ, ИЖ, ЯМЗ и др. — не исправленный анахронизм, так как качество колец с момента разработки этих моторов намного улучшилось [9] . В некоторых моторах ранее применялись косые замки колец, что не получило дальнейшего развития.
Компрессионные кольца [ править | править код ]
Основной функцией компрессионных (верхних) колец является герметизация камеры сгорания. Более трёх компрессионных колец на автомобильный поршень обычно не устанавливают, так как степень уплотнения поршня увеличивается незначительно, а потери на трение возрастают.
На двухтактных бензиновых двигателях с кривошипно-камерной продувкой устанавливают только компрессионные кольца. Кольцо в замке соответствует форме и расположению стопорного штифта (предохраняет от поломки кольца при провале замка в окно, устанавливается только на двигателях с окнами в цилиндре).
Обычно поперечное сечение компрессионного поршневого кольца имеет прямоугольную форму. Край кольца имеет либо цилиндрические профиль (верхнее уплотнительное кольцо), либо фаску, либо сужающуюся по натуральному логарифму форму (второе уплотнительное кольцо). При работе кольца несколько скручиваются благодаря зазору в канавке, что облегчает их приработку. Ранее активно применялись так называемые «минутные» кольца, но в последние годы преобладает бочкообразный профиль колец, обеспечивающий меньший расход масла [10] .
Маслосъёмные кольца [ править | править код ]
В бензиновых двухтактных двигателях с кривошипно-камерной продувкой маслосъёмные кольца не нужны. Специальное масло сгорает в таких моторах вместе с топливом.
Маслосъёмные кольца предназначены для снятия лишнего моторного масла, которое смазывает поверхность цилиндра, поршня и уплотнительные кольца. Кольцо сконструировано таким образом, чтобы оно оставляло масляную плёнку толщиной лишь несколько микрометров на поверхности цилиндра, по мере того как поршень опускается. В канавке маслосъёмного кольца на поршне имеются радиальные отверстия или прорези, по которым снимаемое со стенки цилиндра масло возвращается в поддон.
Маслосъёмные кольца могут быть чугунные литые с прорезью (показано на нижней фотографии слева) или стальные составные с пружинами-расширителями. Составное кольцо состоит из тонких верхнего и нижнего кольца и двух расширителей (радиального и осевого). Бывает два исполнения таких расширителей: так называемая «лапша» и современные, с использованием фигурного расширителя. Составные стальные кольца несколько дешевле в производстве, поэтому встречаются чаще литых чугунных. Иногда на поршень устанавливается два маслосъёмных колец (литых или составных). В последнее время чугунные кольца также обычно снабжают пружинным расширителем для стабилизации прижима.
Поломка или износ колец вследствие нагрузок в цилиндре [ править | править код ]
Поршневые кольца подвергаются износу, когда они двигаются вверх и вниз вместе с поршнем в цилиндре. Износ происходит как вследствие взаимодействия с механическими деталями (стенками цилиндра и поршневыми канальцами), так и вследствие воздействия на них горячих отработанных газов. Имеет место также химический износ, так как в топливе (особенно в дизельном) содержится сера. Для минимизации степени износа их изготовляют из износостойких материалов, таких как чугун, и они имеют специальное покрытие, повышающее износостойкость. Имеются также данные, что износ колец пропорционален запылённости поступающего в цилиндр воздуха [11] .
Кроме износа можно встретить поломку кольца на несколько частей, а также залегание (закоксовывание) из-за того, что в канавке скопились несгоревшие частицы сажи, масла и др. Основными причинами закоксовывания являются низкое качество применяемого масла, несвоевременная его замена с последующим осмолением, длительный повышенный расход масла из-за пропуска манжет клапанов, неправильного монтажа сборного маслосъёмного кольца, и других причин. В некоторых случаях (использование растительного масла вместо солярки, «партизанское» подсыпание сахара в бензин) виной залегания является топливо.
Потеря упругости колец обычно происходит ввиду нарушений режима обкатки и/или низкого качества поддельных поршневых колец. При плохом прилегании и больших прорывах горячих газов кольцо необратимо теряет упругость (садится), с дальнейшим последующим ростом прорыва газов и расхода масла.
В случае значительного износа поршневой канавки растёт риск поломки верхнего поршневого кольца. В цилиндре в результате объёмного сгорания (дизель) или детонации (искоровой) регулярно проходят ударные волны, которые вызывают вибрацию и соударение кольца с канавкой. Поэтому чем выше зазор, тем такие динамические нагрузки выше. Кроме того, по мере разнашивания канавок и увеличения зазора в стыке колец растёт расход масла. Таким образом, расход масла является ремонтным критерием для замены колец с поршнями и (во многих случаях) расточки блока.
Подгонка и монтаж новых поршневых колец [ править | править код ]
После длительной работы в цилиндре двигателя образуется овальный износ и ступенька в верхней части цилиндра, куда доходит верхнее кольцо. Изнашиваются как кольца, так и поршни, постепенно увеличивается прорыв газов и растёт расход масла. Наступает время промежуточного или капитального ремонта.
При капитальном ремонте изношенный цилиндр, как правило, подвергают растачиванию и/или хонингованию, устанавливаются новые ремонтные поршни несколько большего диаметра (на автомобильных двигателях следующий ремонтный размер, как правило, на 0,5 мм больше) и кольца ремонтного размера. В случае допустимого ещё состояния цилиндров замене подлежат кольца, иногда и поршни. Согласно современным инструкциям, установка колец следующего ремонта с подточкой не разрешена, однако в целях снижения затрат на ремонт применяется.
Замечание: при установке колец следующего ремонта нужно производить тщательную проверку прилегания по зеркалу. Обычно при этом приходится после подточки и выставления минимального зазора в стыке незначительно подрабатывать поршневое кольцо в районе замка по наружному диаметру(!), лучше наждачным бруском. Если это не проконтролировать, то некоторое время будет повышенный расход масла, и риск перегрева на обкатке увеличится.
Поршень должен иметь зазор в цилиндре согласно инструкции. Обычно смазанный моторным маслом поршень должен под своим весом легко опускаться в цилиндре (при комнатной температуре). Если поршень будет иметь более плотную посадку, то тепловое расширение вследствие нагревания приведёт к задиру и снижению ресурса мотора. С другой стороны, если зазор между поршнем и стенками цилиндра слишком велик, при работе будет прослушиваться стук поршня, и из-за повышенных зазоров в замках колец ресурс до ремонта уменьшится. Сами поршневые кольца, благодаря наличию зазора, могут в небольших пределах изменять свой диаметр, что позволяет избежать заклинивания. Этого небольшого изменения диаметра достаточно, чтобы компенсировать температурное расширение и сжатие. Если кольца без поршня вставить в новый или отремонтированный цилиндр, то зазор должен составить около 0,2—0,4 мм (более конкретные данные — см. инструкцию по эксплуатации). Если зазор меньше — кольца подтачивают надфилем, если больше — устанавливают из большего ремонтного набора.
Над канавками кольца проводят, подкладывая под них тонкие металлические пластинки (несколько штук по длине окружности), либо используют съёмник колец. При установке поршня с кольцами в цилиндр, последние сжимают с помощью оправки или самодельного жестяного хомута.
Расточка и хонингование цилиндров: одно и тоже или этапы ремонта?
Эффективную и безопасную работу двигателя обеспечивает безупречная работа цилиндров и поршней, а точнее, их правильное положение и кондиция (геометрия). Со временем геометрия поршней нарушается (причем изнашиваются они неравномерно и каждый по-разному), круглое сечение стремится стать овальным, на внутренней поверхности появляются дефекты, образуется ступенька на стенке цилиндра.
Цилиндры и поршни
Ремонт цилиндро-поршневой группы — дорогостоящее и долгоиграющее удовольствие. Замена поршней проблему не решает, нужно ремонтировать цилиндры. СТО предлагают два варианта: расточка + хонингование цилиндров (долго, дорого, обязательны “прямые” руки мастера) и прямое хонингование (дешевле и быстрее).
Давайте разбираться, так ли необходима расточка цилиндров или это СТО просто деньги зарабатывают на тревожных клиентах.
Как понять, что цилиндры изношены
Для начала неплохо быть уверенным на 100%, что геометрия цилиндров изменилась. Но даже заглянув в ГБЦ, вы ничего не увидите.
А вот если увидели сизый дым из выхлопной трубы, мотор стал шумным, стали чаще подливать масло, а мощность двигателя падает, стоит заехать к хорошему мотористу. Изменения в геометрии цилиндров измеряются десятыми и сотыми миллиметров, поэтому вы их и не увидите. А у мастера есть для этого специальное измерительное оборудование.
Что ремонтируют в цилиндрах
Естественно, между поршнем и стенками цилиндра есть зазор (иначе, как бы двигались поршни). Но этот зазор должен быть в пределах определенных величин.
Что измеряет мастер, когда оценивает степень износа цилиндра:
- зазор между на участке остановки верхнего поршневого кольца в верхней мертвой точке — не более 0,05 мм;
- зазор в точке контакта юбки поршня и стенок цилиндра — не более 0,03мм.
Верхняя мертвая точка
Казалось бы, такие незначительные отклонения, но как сильно они влияют на качество работы ДВС.
Однако восстановить геометрию цилиндров недостаточно. Важно также, чтобы все значимые поверхности располагались правильно относительно друг друга. Мастер обязательно должен определить базовую поверхность, относительно которой растачивается цилиндр. Это может быть верхняя или нижняя плоскость блока, постели подшипников коленвала и т.д. А мастера часто забывают об этом или просто не умеют выставлять эти параметры.
Если не восстановить соосность, цилиндры так и будут разбиваться во время работы двигателя, из-за постоянного трения изнашиваются и разрушаются связанные узлы поршневой группы.
Но и это еще не все.
Отремонтированная поверхность должна соответствовать определенным, и весьма противоречивым, требованиям. Она должна быть одновременно гладкой, чтобы трение и износ деталей были минимальными, и шероховатой — чтобы удерживалось масло. Такую поверхность можно получить в результате хонингования, после которого стенки цилиндров покрыты микроскопическими рисками.
Итак, что должен сделать мастер, восстанавливая цилиндр:
- добиться правильной геометрии цилиндра, чтобы эллипсность и конусность не превышали 0,01мм;
- добиться правильной соосности всех значимых поверхностей;
- получить поверхность определенного качества.
Расточка цилиндра: как добиться правильной геометрии
Двигатель полностью разбирают и снимают блок цилиндров, который закрепляют на станке по относительно базовой поверхности. Затем мастер снимает несколько замеров с помощью микрометрического оборудования, чтобы понимать, сколько металла и в каком месте снимать, и растачивает цилиндр.
С технологической точки зрения, расточка цилиндра не слишком сложная операция: когда мастер протачивает цилиндр на вертикально-расточном станке, нужный зазор образуется сам по себе.
Расточка цилиндра на станке
Но, как говорится, есть нюансы — нужно убрать не только эллипс, но и конус. Т.е. восстановить форму цилиндра по длине. Это важно, т.к выработка в цилиндре может быть в любом месте.
Кстати! Далеко не все двигатели с солидным пробегом нужно растачивать. Поэтому, если мастер, не глядя на агрегат, выносит вердикт, поищите другого специалиста.
Хонингование цилиндров: универсальная услуга или финишная обработка?
Хонингование — это абразивная обработка резанием внутренних цилиндрических или конических поверхностей. Для хонингования используют специальные головки хоны, на которых закреплены подвижные абразивные бруски.
Хоны вращаются и одновременно двигаются поступательно, идеально обрабатывая поверхность.
Хонингование позволяет убрать задиры, царапины и другие дефекты поверхности цилиндра и сделать ее идеальной для работы цилиндро-поршневой пары.
Насчет хонингования есть два мнения: первое, что это финишная обработка, и второе — процедура 2 в 1, совмещающая расточку и финальную обработку. Для этого есть специальные современные станки, которые выдают цилиндр с эллипсностью и конусностью не более 0,01 мм и отличным микропрофилем поверхности всего за полчаса! Что еще нужно для счастья?
Но давайте разбираться.
При хонинговании абразивные бруски выравнивают поверхность, опираясь на самые не изношенные части цилиндра. Постепенно хон убирает все дефекты и приводит цилиндр в необходимый размер. Тут все прекрасно.

Выработка в цилиндрах
Но мы помним, что должна быть базовая поверхность (нижняя или верхняя плоскость блока, постели подшипников коленвала), относительно которой ремонтируется цилиндр. При прямой хонинговке (без предварительной расточки) базовой поверхностью выступает сама поверхность цилиндра — изношенная! Соответственно, чем неравномернее износ, тем сильнее “уедет” ось цилиндра. Чем это чревато, вы знаете.
Поэтому хонингование — это все-таки финишная обработка внутренней поверхности предварительно расточенного цилиндра.
Да, растачивать и затем хонинговать цилиндры — долго, дорого и сложно найти хорошего мастера. Но только соблюдая технологию, можно гарантировать качество ремонта.
Диагностика и ремонт двигателей
Все рубрики
- Двигатели
- Турбины
- МКПП и АКПП
- Топливная аппаратура
- Амортизаторы
- Акции
- Новости
- Пневмобаллоны
- Автокондиционеры
- Чип-тюнинг
- Стартеры
- Генераторы
- Отопители
- Развал-схождение
- Электромобили
- Тормозная система
- Рулевое управление
Последние статьи

Ремонт мотора и батареи Tesla Model X, Model S: три кейса Master Service Electro

С Днем Независимости!

Выгодно покупаем б/у рулевые рейки от автомобилей иностранного производства

Диагностика и ремонт Tesla удаленно: как это работает?
Хотите ремонт автомобиля по адекватной цене?
Мы используем качественные комплектующие из разных ценовых сегментов, ориентируясь на пожелания клиента.
Cредства для промывки двигателя
Разберемся, для чего требуется промывка двигателя, и каким образом, а также какими средствами она производится. В процессе эксплуатации автомобиля на внутренних поверхностях двигателя и в каналах системы смазки образуются углеродистые соединения. Их появление неизбежно, и эту проблему нельзя решить, просто используя моторное масло высокого качества. Также не стоит забывать и о том, что при сливе старого, отработанного масла некоторая его часть остается внутри двигателя. Чем это грозит автомобилю?
Когда вы зальете в двигатель новое масло, содержащиеся в нем присадки тут же начнут взаимодействовать с отложениями и загрязнениями. Это может привести к различным негативным последствиям, среди которых:
- частичное забивание масляного фильтра;
- преждевременная выработка пакета присадок, утрата эксплуатационных свойств недавно залитого масла.
Далее на примере наиболее частых вопросов от автовладельцев расскажем подробнее о грамотной промывке двигателя и ее особенностях.
- Как быть в этой ситуации? Необходимо использовать специальные средства для промывки двигателя, благодаря которым после замены моторного масла он будет работать эффективно и в бесперебойном режиме.
- С какой периодичностью нужно выполнять промывку двигателя? Это нужно делать каждый раз, когда вы меняете масло или масляный фильтр.
- Как выбрать средство для промывки двигателя? Очевидный вариант — использование свежего моторного масла. В этом случае все просто: нужно слить старое масло и залить новое. После того, как двигатель некоторое время проработает, средство, используемое в качестве промывки, сливается и опять заливается свежее. Такой подход обеспечивает хороший результат, но у него есть серьезный недостаток — высокая стоимость. Используя масло в качестве средства для промывки двигателя, вы платите за него дважды.

Другие способы промывки двигателя
Следующий вариант — использование специального промывочного масла. Такая промывка заливается в автомобильный двигатель после слива старого масла, после чего ему нужно проработать примерно 15-20 минут на холостом ходу. Обычно этот продукт создается на минеральной основе, что делает его доступным по цене. Затем вы меняете фильтр и сливаете отработанную промывку двигателя, заменяя ее свежим маслом. К сожалению, такие средства невозможно слить полностью. Какая-то часть неизбежно остается во внутренних полостях, смешивается со свежим маслом, что ухудшает его вязкость и другие эксплуатационные свойства.
Оптимальный вариант — промывка двигателя, которую называют «пятиминуткой», а также другие идентичные продукты. Это средство представляет собой набор присадок, который заливается в старое масло, смешивается с ним и эффективно удаляет загрязнения и отложения, образовавшиеся внутри мотора. У такой промывки двигателя есть немало достоинств:
- восстанавливает подвижность компрессионных и маслосъемных поршневых колец;
- улучшает теплоотвод;
- сводит к минимуму износ двигателя, увеличивает его ресурс;
- упрощает слив старого масла.
Отдельно стоит отметить безопасность таких промывок двигателя для резиновых уплотнителей, сальников, маслосъемных колпачков.
Специальные средства для промывки двигателя
В ряде случаев необходимо применять так называемые профессиональные промывки, способные справиться с наиболее сложными задачами по очистке двигателей от загрязнений. В чем их отличие от обычных продуктов? В профессиональной промывке повышено содержание активных компонентов. Они рекомендуются для применения в следующих случаях:
- постоянное использование минеральных масел недостаточно высокого качества (пользоваться промывкой нужно не реже, чем раз за три замены масла);
- сильный перегрев двигателя и вызванное этим образование нагара;
- частое использование топлива сомнительного качества;
- явные неисправности двигателя: плохой пуск, потеря компрессии, дымление и так далее;
- существенное превышение интервала замены масла;
- постоянный сильный стук гидрокомпенсаторов, вызванный засорением маслоподводящей магистрали.
Для промывки двигателей с сильным износом применяются специальные продукты, предназначенные для эффективной и в то же время мягкой очистки. Дело в том, что при очистке могут образоваться большие фрагменты отложений, способные причинить вред взаимодействующим деталям. Использование специальных промывок позволяет переводить отложения и загрязнения в низкодисперсные фазы, которые не могут повредить двигатель.
Высококачественные промывки от Liqui Moly
Компания Liqui Moly производит высококачественные продукты, позволяющие справиться с отложениями и загрязнениями. Они упрощают промывку двигателя и замену масла, делают более эффективной.

В качестве примеров можно привести следующие промывки:
- Engine Flush — быстродействующее вещество, «пятиминутка», с помощью которого можно промыть двигатель при штатной замене масла;
- Oilsystem Spulung Light — мягкий очиститель масляной системы, простой в использовании и чрезвычайно эффективный;
- Oil-Schlamm-Spulung — продукт усиленного действия, дающий возможность произвести промывку двигателя с сильными загрязнениями и избавиться от шлама, образованного в системе после длительных перегревов;
- Oilsystem Spulung High Performance Diesel — очиститель усиленного действия, предназначенный для удаления загрязнений из дизельного мотора.
Каждая промывка от Liqui Moly представляет собой продукт с тщательно продуманным составом, прошедший тестирование и доказавший свою эффективность. Широкий ассортимент позволяет найти решение для каждого конкретного случая промывки двигателя любого формата.
Ремонт поршней. Определяем и устраняем неисправности деталей двигателя
Смотрите также




Одним из важнейших рабочих элементов двигателя внутреннего сгорания является цилиндро-поршневая группа (ЦПГ), включающая в себя поршень с компрессионными и маслосъемными кольцами, а также гильзу цилиндра.
Детали ЦПГ работают в условиях высоких температур и повышенных нагрузок. В результате на рабочих поверхностях поршней и цилиндров возникают задиры, они быстро изнашиваются и требуют ремонта.
В данной статье мы рассмотрим самые распространенные причины выхода из строя поршней двигателя, способы профилактики проблем и их устранения.
Основные причины выхода поршней из строя
Поршень представляет собой подвижный элемент, перемещающийся между нижней и верхней точкой цилиндра. Движение поршня возникает вследствие давления газов при сгорании воздушно-топливной смеси.
В процессе работы поршень нагревается и существенно увеличивается в размерах из-за расширения металла. Избежать заклинивания внутри цилиндра позволяет консусообразная конструкция детали. Максимально увеличенная в диаметре нижняя часть поршня (юбка) нагревается и расширяется не так сильно, как головка. В результате при высоких температурах поршень приобретает цилиндрическую форму и свободно перемещается внутри цилиндра.
Охлаждению поршней способствует циркуляция моторного масла. При его дефиците ЦПГ перегревается, поршни увеличиваются в размерах и испытывают повышенное трение о стенки цилиндров. В результате на взаимодействующих поверхностях появляются многочисленные задиры, могут возникнуть заедания и заклинивания.
Возможные причины перегрева поршней:
- Нарушение циркуляции моторного масла и охлаждающей жидкости
- Выход из строя термостата
- Засорение радиатора
- Повреждение помпы
- Неисправность вентилятора охлаждения
При недостатке смазки поршневой палец приобретает синий цвет, в зоне бобышек возникают зазоры. Перегрев головки поршня между нижней частью поршня и верхней канавкой компрессионного кольца ведет к образованию задиров.
Подобные неисправности могут появляться не только из-за общего перегрева двигателя, но и по причине использования несоответствующего (низкооктанового) топлива, нарушения регулировки топливных форсунок, неисправности системы зажигания и т.д.
Чрезмерно высокая температура в ЦПГ может привести к разрушению поршневых колец и их посадочных мест, появлению трещин, оплавлению днищ и прочим повреждениям, полностью выводящим поршни из строя.

Виды износа поршней
Определить необходимость ремонта или замены деталей ЦПГ можно по состоянию поршней, колец и их посадочных мест.
О том, что следует принимать меры, предупреждающие поломку двигателя, говорят следующие явления:
- Залегание поршневых колец
- Износ канавок
- Износ отверстий в бобышках
- Износ поршня по диаметру
- Трещины и задиры на юбке
- Нагар на днище поршня
Нагар с днища поршня счищается при помощи тупого металлического скребка или щетки. Из канавок он удаляется при помощи специального приспособления.
Определить присутствие трещин на поршне можно на слух. Для этого деталь берется за головку, а по юбке наносятся легкие удары металлическим предметом. Глухой и дребезжащий звук свидетельствует о наличии трещин.
Поршни, имеющие трещины, глубокие царапины и большой износ по диаметру, не подлежат ремонту – только замене.
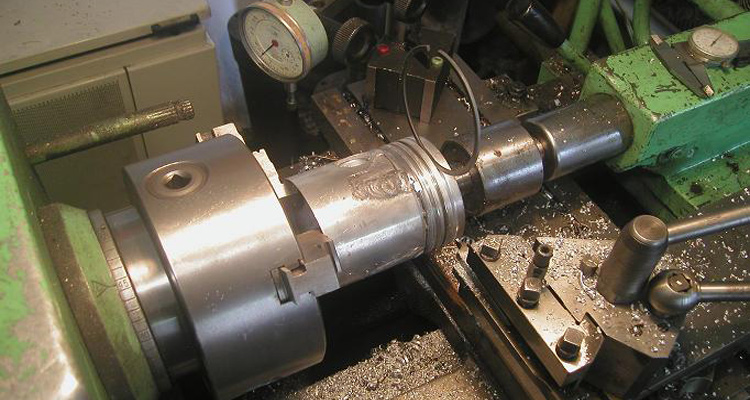
Изношенные канавки протачиваются на токарном станке при помощи кольца с наружным диаметром, равным внутреннему центрирующему пояску поршня. Это позволяет устанавливать кольца большей высоты. Протачивать канавки необходимо с учетом размеров установленных ремонтных колец.
Износ отверстий в бобышках устраняется их развертыванием под увеличенный диаметр при помощи раздвижной отвертки с направляющим хвостовиком. Короткие развертки использовать нельзя, так как ими можно легко нарушить перпендикулярность оси пальца с осью поршня. После операции развертывания необходимо произвести проверку перпендикулярности на специальном устройстве.
Делается это следующим образом. Поршень надевается на палец устройства и придвигается вплотную к стойке. Штифт индикатора, закрепленный на стойке, должен соприкасаться с поршнем. Стрелка индикатора покажет определенное отклонение – его величину необходимо зафиксировать. Далее поршень снимается и надевается на палец другой стороной. Разница в полученных измерениях не должна превышать 0,05 мм. Если она больше, поршень забраковывается.
Если на юбку поршня было нанесено заводское защитное покрытие, которое повредилось в процессе эксплуатации, крайне желательно провести операцию по его восстановлению. Специальные антифрикционные покрытия снижают коэффициент трения, способствуют дополнительному охлаждению поверхностей и уменьшают износ деталей.
Восстановить покрытие или нанести новый защитный слой позволяют материалы, выпускаемые сегодня в качестве более простых в нанесении и эффективных альтернатив заводским составам.
Рассмотрим технологию нанесения антифрикционного покрытия на юбку поршня на примере наиболее популярного материала – MODENGY Для деталей ДВС.

Первым делом поверхность юбки тщательно очищается доступным механическим или химическим способом от прочно сцепленных загрязнений: нагара, оксидных пленок, остатков старого покрытия и пр. Затем на поршень надевается трафарет, чтобы защитить те участки, на которые попадание нежелательно.
Далее поверхность юбки заливается Специальным очистителем-активатором MODENGY, который обеспечивает высокую адгезию покрытия и максимальный срок его службы. Через 15 мин Очиститель полностью испаряется, оставляя полностью подготовленную поверхность (касаться ее руками нельзя).
Покрытие MODENGY Для деталей ДВС упаковано в удобный аэрозольный баллон, который перед использование тщательно встряхивается.
Первый слой материала наносится на поверхность с расстояния 20-30 сантиметров. Процедура производится быстрыми повторяющимися движениями. Спустя 10 минут материал приобретает матовый оттенок и позволяет наносить второй слой покрытия (при необходимости). Общая толщина защитной пленки должна составлять 10-20 мкм.
Поршни со свежим покрытием не рекомендуется перемещать до его полной полимеризации (12 часов при комнатной температуре или 20 минут в печи при температуре +200 °C).
После завершения работ сопло распылительной головки следует обязательно прочистить. Для этого нужно перевернуть баллон вверх дном и нажать на клапан распылительной головки, направляя струю от себя. Удерживайте его в таком положении необходимо до тех пор, пока из сопла не начнет выходить чистый газ.
Как подобрать новый поршень и кольца?
Поршни подбираются в соответствии с ремонтным размером цилиндров. Маркировка ставится обычно на днище детали.
Каждый поршень выбирается индивидуально для получения зазора нужного размера. Его величина определяется с помощью специальной ленты-щупа, которая протягивается между цилиндром и поршнем. С противоположной от разреза юбки стороны устанавливается динамометр. Усилие на приборе при движении щупа сквозь зазор не должно превышать установленных пределов.
Проверить, правильно ли подобран поршень, легко опытным путем: деталь должна плавно перемещаться в установленном вертикально цилиндре под тяжестью собственного веса.
Помимо зазора, необходимо учитывать вес поршней – максимальная разница в весе деталей одного комплекта не должна превышать 5 грамм.
Изношенные и потерявшие упругость поршневые кольца заменяют новыми. Их ремонтный размер должен соответствовать размерам цилиндра и поршня.

Чтобы подобрать кольцо по цилиндру, его нужно поместить в гильзу, выровнять поршнем и при помощи щупа замерить зазор в стыке. Если он отсутствует или недостаточен, то стык увеличивается напильником. Слишком большой зазор указывает на непригодность кольца для данного цилиндра.
Для подбора по поршню кольцо «прокатывается» по канавке детали. Если зазор слишком мал, кольцо заедает. В таком случае его торцевая часть подлежит шлифовке при помощи наждачной бумаги.
Упругость новых поршневых колец проверяется специальным прибором. Величина нагрузки должна равняться значению зазора в стыке кольца, установленного в цилиндр.
Присоединяйтесь
- О компании
- Пресс-центр
- Дилерская сеть
- Мы и общество
- Наши услуги
- Отраслевые решения
- Статьи
- Molykote
- MODENGY
- DOWSIL
- EFELE
- PermabondMerbenit
© 2004 – 2021 ООО «АТФ». Все авторские права защищены. ООО «АТФ» является зарегистрированной торговой маркой.

