
Головка блока цилиндров
Головка блока цилиндров
- 812 20 685k
- 49 0 62k
Головка блока цилиндров (ГБЦ), так называемая «башка» или «голова», представляет из себя крышку, расположенную над цилиндровым блоком и является частью двигателя и выполняет ведущую роль во всем блоке двигателя.
Из чего состоит ГБЦ?
Головка блока цилиндров изготавливается из высокопрочного металла или сплава алюминия, после чего подвергается процессу закалки по запатентованной технологии. В простых, традиционных двигателях предусмотрена одна «голова», в V-образных же для каждого блока цилиндров предусмотрена отдельная ГБЦ.
Монтаж и крепление
Данная деталь монтируется и крепиться с помощью направляющих шпилей и отдельных болтов крепления. Стоит отметить, что крепление данной детали двигателя — процесс крайне серьезный, и выполнятся должен строго по руководству к автомобилю, вплоть до силы и последовательности при затягивании болтов.
Основные функции головки блока цилиндров:
- ГБЦ выполняет функции защиты двигателя, а также в ней, в основном, размещено отверстие для заправки двигателя моторным маслом. Уплотнителем крышки отверстия служит резиновая прокладка.
- Такая же прокладка служит уплотнителем там, где «башка» прилегает к цилиндрам. Поскольку данная запчасть является одноразовой, при ремонте или техобслуживании транспортного средства непременно нужно заменить деталь.
- Распределение привода и натяжительной цепи.
- Также в корпусе ГБЦ предусмотрены отверстия для свечей зажигания.
- Камеры сгорания и ГРМ также находятся внутри ГБЦ.
Основные распространенные причины поломки ГБЦ
Перегрев является одной из основных причин поломки головки блока цилиндра
В большинстве случаев за перегревом кроется более серьезная проблема, связанная с неисправностью какой-либо другой детали двигателя. В данном случае автомобиль необходимо отвезти на сервис и доверить его квалифицированным специалистам.
Проникновение внутрь ГБЦ отработавших газов
В данном случае также необходимо незамедлительно отвезти автомобиль на ближайший сервис или станцию технического обслуживания.
Утечка охлаждающей жидкости или моторного масла
Перегрев — основная причина гибели головки блока
Во время технического осмотра двигателя транспортного средства, а также во время его эксплуатации жизненно необходимо проследить за тем, чтобы там, где блок соединяется с головкой блока цилиндров не образовалась вытечка моторного масла и/или «Тосола» (или другой охлаждающей жидкости, доступной на современном рынке автозапчастей), которые приведут к разрушению герметизирующего элемента при монтировании ГБЦ. В таком случае следует незамедлительно заменить прокладку.
Процедуры по ремонту «башки» могут проводиться без её демонтажа (в случае с заменой колпачков и регулированием клапанов двигателя), так и с полным демонтажем, при больших объемных ремонтных работ по замене втулок или удалению накипи, а также притирке клапанов.
Стоит помнить, что все работы, связанные с ремонтом ГБЦ должны выполняться не по памяти или аналогии, а в строжайшем соответствии с инструкцией по техобслуживанию от производителя авто по отношению к имеющемуся типу двигателя.
- ГРМ (газораспределительный механизм)
- Поршень
Подпишись на наш канал в Я ндекс.Дзене
Еще больше полезных советов в удобном формате
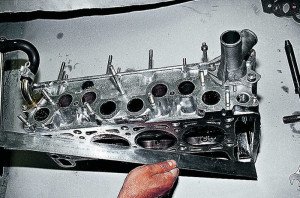
Ремонт головки двигателя автомобиля
Снимаем
Если головка блока нуждается в ремонте, ее приходится снимать с двигателя. Исключение составляют работы по замене некоторых уплотнений — например, маслосъемных колпачков. Перед началом работы стоит обзавестись запчастями, включающие прокладку головки и все прокладки и сальники, расположенные выше нее.

Перед демонтажем желательно проверить взаимное положение коленчатого и распределительного валов , совместив соответствующие метки. Для некоторых двигателей такая операция не обязательна, но у некоторых моторов со сложной установкой фаз газораспределения полезно даже нанести дополнительные метки.
Обычно технология демонтажа головки подробно излагается в руководствах по ремонту авто конкретных моделей. Но есть некоторые приемы, среди которых стоит отметить следующие. При отворачивании болтов крепления головки их сначала поочередно ослабляют на 0,5—1 оборот, начиная со средних, и только затем выворачивают полностью. Это исключает коробление головки из-за неравномерных усилий, когда один из соседних болтов полностью затянут, а другой отпущен.
Разборка
После снятия головку необходимо полностью разобрать и вынуть клапаны. Для снятия пружин клапанов используют приспособления рычажного типа. При отсутствии таковых можно пользоваться традиционными съемниками.
Некоторые умельцы разбирают головку сильным ударом молотка по тарелке пружины через стальную трубу. Этого делать нельзя, особенно если предполагается использовать старые клапаны. После “ударной” разборки на стержне клапана всегда остаются засечки от тарелки пружины, в том месте, где ходит маслосъемный колпачок. Легко погнуть клапан, особенно если с тонким стержнем. Да и сухари при такой разборке имеют привычку улетать в неизвестном направлении.
Проверка и дефектовка
Нижняя плоскость головки
Понадобятся специальная лекальная линейка длиной от 350 мм и набор щупов. Линейку поочередно кладут на плоскость по диагоналям головки и подбирают щуп, свободно проходящий в зазор между линейкой и плоскостью в средней зоне. Максимально допустимая толщина этого щупа составляет 0,05—0,06 мм, в противном случае плоскость придется обрабатывать.
Износ опорных шеек кулачкового вала и его подшипников
Диаметры шеек измеряют микрометром, а отверстий подшипников — нутромером с точностью 0,01 мм. Разность полученных размеров дает зазор в подшипнике, который не должен превышать 0,10 мм. При этом контролируемые поверхности не должны иметь явно выраженных следов износа — круговых канавок, выступов, задиров и т. д. В противном случае распределительный вал заменяют, а головку ремонтируют.
Износ стержней клапанов и направляющих втулок
Микрометром измеряют диаметр стержня в верхней части, непосредственно под канавкой для сухарей, а затем в нижней части рабочей поверхности. Поскольку изношенный стержень может быть овальным, замеры надо делать в нескольких точках по окружности. Износ, то есть разница диаметров в верхней и нижней части стержня, не должен превышать 0,02—0,03 мм, иначе клапан подлежит замене.
Износ седел, толкателей, рычагов, коромысел, кулачков определяется визуально
Износ фасок клапанов можно оценить, приложив к фаске линейку и посмотрев на яркий свет. Если середина фаски “провалена”, а стержень не изношен, то можно обработать фаску и использовать такой клапан вновь. У коромысел помимо состояния поверхностей, контактирующих с клапаном и кулачком, необходимо проверить зазор с осью — он не должен превышать 0,06—0,07 мм. В противном случае двигатель после ремонта головки останется шумным, как был до него.
Различные дефекты местного характера также определяются визуально
Проверка на герметичность
Когда есть подозрение, что появилась трещина в камере сгорания, то перед ремонтом головку надо проверить на герметичность, иначе весь ремонт может быть впустую.
Чтобы опрессовать головку блока, надо герметично заглушить все окна рубашки охлаждения, выходящие на нижнюю плоскость, а также все фланцы и патрубки на боковых поверхностях, кроме одного, через который будет поступать жидкость. Опрессовывают головку водой, подаваемой специальным ручным плунжерным насосом под давлением 0,6—0,8 МПа. Трещины выявляются по падению давления в течение контрольного времени (от четверти часа до двух часов) и появлению капель воды или течи.
Головка блока цилиндров двигателя: всё про неё здесь
Головка блока цилиндров является составной и неотъемлемой частью блока цилиндров. ГБЦ крепится сверху блока цилиндров, и в принципе, выполняет ведущую роль во всем двигателе автомобиля.
Какую задачу выполняет головка блока цилиндров
Без лишнего пафоса и преувеличения можно сказать, что основную. Об этом можно судить по тем механизмам и деталям двигателя, которые размещает в себе головка блока цилиндров.
- Камера сгорания.
- Место для ГРМ (газораспределительный механизм).
- Рубашка охлаждения.
- Места для форсунок либо свечей зажигания.
- Смазочные каналы.
- Впускные и выпускные клапаны.
Выполняется головка блока цилиндров двигателя из алюминиевого сплава, и крепится к блоку цилиндров специальными болтами. К раскрутке и затяжке болтов ГБЦ существуют определенные требования, так как от правильности соблюдения технологии зависит герметичность соединения ГБЦ и блока.
С учетом того, что ремонт ГБЦ зачастую выполняется в гаражных условиях своими руками, нужно знать, что слабая затяжка болтов крепления ГБЦ приводит к пробою прокладки, что чревато не только потерей масла и охлаждающей жидкости, но и приводит к снижению компрессии в цилиндрах двигателя.

А слишком большое усилие при затяжке ГБЦ может вызвать деформацию корпуса головки, и тогда придётся восстанавливать плоскость ГБЦ.
Основные требования к затяжке болтов ГБЦ, это соблюдение схемы затяжки, технологии и момента затяжки болтов. Как правило, для каждого типа двигателей существуют свои параметры затяжки, которых нужно строго придерживаться.

Размещение цепного привода распредвала и натяжителя цепи, предусмотрено в специальной полости в передней части головки блока цилиндров.
Для свечей зажигания выполняются резьбовые соединения в необходимом количестве. Справа ГБЦ выполняются резьбовые отверстия для шпилек крепления коллекторов: выпускного и впускного.
Для таких деталей, как корпуса подшипников распредвала, втулок опор рычагов, опорных шайб клапанных пружин и направляющих втулок клапанов сверху головка блока цилиндров имеет отверстия и площадки.
В месте соединения блока цилиндров и головки блока цилиндров двигателя устанавливается металлоасбестовая прокладка.
Для однорядных двигателей предусматривается одна, общая головка блока цилиндров, для многорядных ГБЦ по количеству рядов.
Сверху ГБЦ закрывает крышка головки блока цилиндров укомплектованная резиновой прокладкой.
Ремонтопригодность головки блока цилиндров
Определённую часть работ по замене или ремонту деталей ГБЦ, можно производить без съёма головки. Снимается крышка ГБЦ и производится регулировка клапанов замена колпачков и т.д.

Головку блока цилиндров демонтируют в том случае, когда работы не требуют снятия с автомобиля всего двигателя: замена направляющих втулок клапанов, удаление нагара, замена шпилек подшипников, притирка клапанов и т.д. В случае если требуется расточка блока или гильзование, то двигатель демонтируется полностью.

Все ремонтные работы головки блока цилиндров двигателя обязаны выполнятся в строгом соответствии с инструкциями производителя. Самодеятельность может обойтись выходом из строя всего двигателя.
Направляющие втулки клапанов и сёдла должны вставляться в нагретую ГБЦ в охлаждённом виде. Это позволяет, после выравнивания температур, обеспечить качественное натяжение в соединении.

В головке блока цилиндров двигателя предусматривается возможность заменить биметаллические втулки вала привода масляного насоса. Замена производится способом выпрессовки старых втулок и установки новых.
Удачи вам в практическом постижении устройства головки блока цилиндров.
Герметичность нарушена
Прокладка ГБЦ может потерять герметичность по многим причинам. Но главными все-таки остаются нарушения правил эксплуатации, технологии обслуживания и ремонта автомобиля. В любом случае негерметичность прокладки, оставленная без внимания, будет прогрессировать, вредно влиять на работу других деталей и узлов двигателя и в конечном счете приведет к выходу его из строя.
Перегрев двигателя
Перегрев — одна из основных причин повреждения прокладок. Да и не только их: при перегреве часто деформируется плоскость головки, а иногда и блока цилиндров.
Но в первую очередь страдает, конечно, головка блока. Помимо локального перегрева отдельных участков камер сгорания, вызывающего появление трещин, общий нагрев головки ведет к увеличению усилия обжатия прокладки, поскольку алюминиевый сплав головки расширяется больше, чем сталь болтов. После охлаждения сдавленная прокладка может уже не обеспечить герметичность там, где удельное давление (усилие, отнесенное к площади поверхности) оказалось слишком низким. Фактически при перегреве происходит своего рода «отвердевание» поверхностных слоев прокладки, вследствие чего она теряет эластичность и уже не может обеспечить уплотнение соединения головки с блоком цилиндров по всей плоскости.
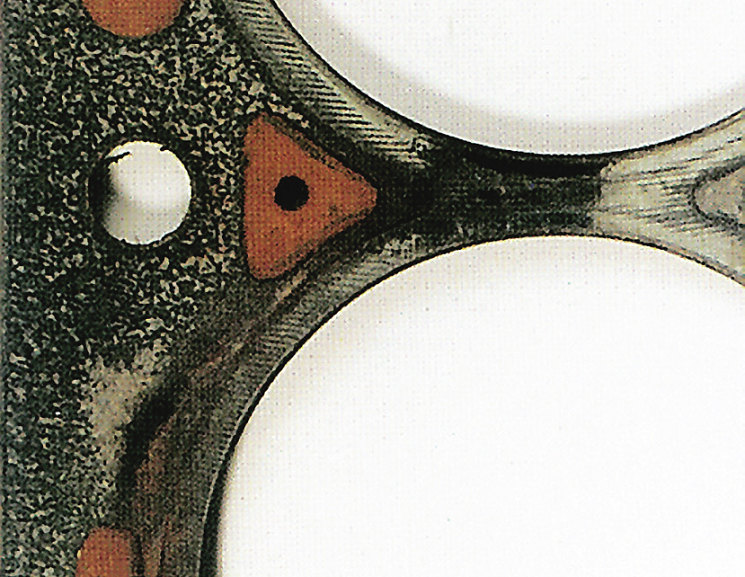
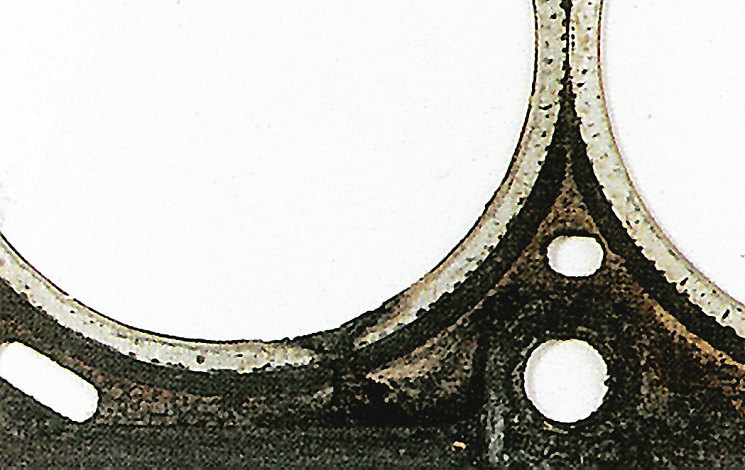
 После перегрева двигателя прокладка потеряла герметичность. Видны темные участки окантовки, где происходила утечка газов в охлаждающую жидкость (А), а также нагар в месте перетекания газов между цилиндрами (Б)
После перегрева двигателя прокладка потеряла герметичность. Видны темные участки окантовки, где происходила утечка газов в охлаждающую жидкость (А), а также нагар в месте перетекания газов между цилиндрами (Б)
Обнаружить причину, т.е. установить, что прокладка «потекла» из-за перегрева двигателя, можно при ее осмотре. Обычно в подобных случаях поверхность прокладки становится твердой, а в отдельных местах вблизи камер сгорания обугленной. Часто удается рассмотреть поверхностные трещины, а также изменение цвета прокладки в перегретых зонах.
Ремонт в данном случае редко ограничивается только заменой прокладки. Помимо обработки плоскости головки будет совсем не лишним найти причину перегрева в системе охлаждения – возможно, имеется неисправность термостата, вентилятора или просто течь шлангов.
Но, допустим, двигатель был сильно перегрет, а прокладка вроде бы устояла. В подобных ситуациях два выхода: либо испытывать судьбу, ожидая, когда появится течь (а так оно, скорее всего, и будет), или все-таки сразу заменить прокладку. Второе решение будет более удачным: ведь, как ни крути, а запланированный ремонт лучше неожиданной поломки в дороге.
Слабое обжатие прокладки
Если прокладка не обжата как следует, то она точно «потечет». Обычно такое бывает, когда болты головки не затянуты должным образом.
Но такие ошибки сегодня – скорее исключение, чем правило: необходимая информация есть теперь на любой СТО. Другое дело, когда все затянуто правильно, а прокладка не обжалась. В чем дело?
Причины обычно кроются в нарушениях элементарных ремонтных технологий. Например, в руководствах по ремонту пишут, что резьбовую часть болтов перед затяжкой надо смазать маслом. А если не смазать? Тогда момент затяжки почти весь уйдет на преодоление сил трения в резьбе, а вовсе не на прижатие головки к блоку.
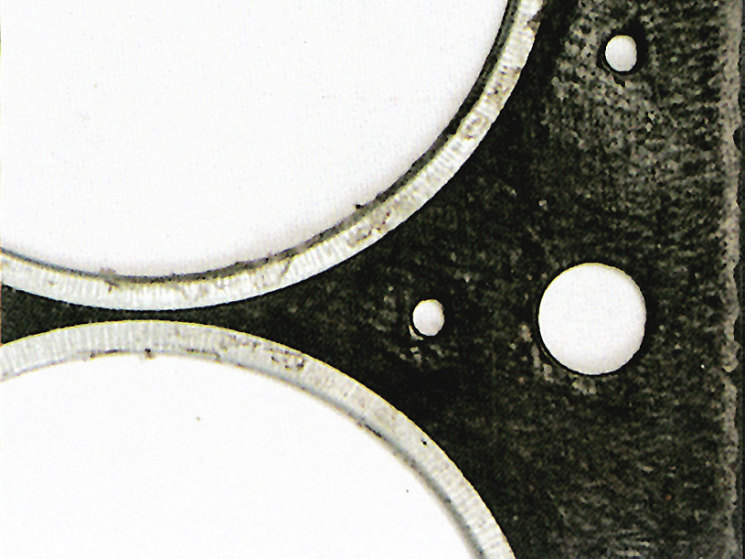 Недостаточное обжатие прокладки почти не изменяет ее внешнего вида по сравнению с новой прокладкой
Недостаточное обжатие прокладки почти не изменяет ее внешнего вида по сравнению с новой прокладкой
Может, это одна из причин, по которой на многих современных двигателях резьбовая часть болтов имеет покрытие? Такие болты смазывать не надо. А если серьезно, то «твердая» смазка гораздо более эффективна и значительно улучшает работу болтов (напомним, что у обычных болтов только 20–25% момента непосредственно преобразуется в усилие затяжки).
Еще хуже, когда болты слишком обильно облиты маслом. В данном случае известное правило «кашу маслом не испортишь» не сработает: масло несжимаемо, заполнив резьбовое отверстие, оно просто не пустит болт дальше. И хорошо еще, если блок не треснет по резьбовым отверстиям.
На современных двигателях часто применяют болты, работающие на пределе текучести. После однократного использования их полагается менять на новые, поскольку они могут недопустимо вытягиваться. Попытки использования таких болтов повторно, особенно на дизелях, где необходимы большие усилия обжатия прокладки, часто кончаются неудачей.

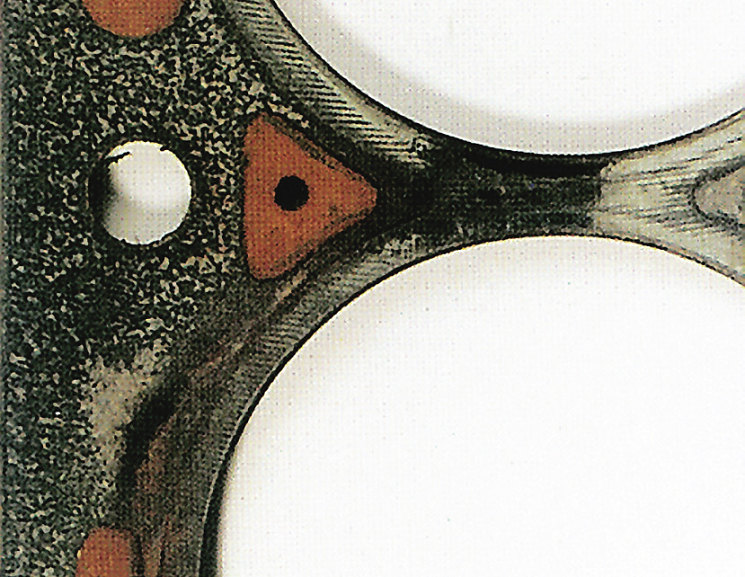
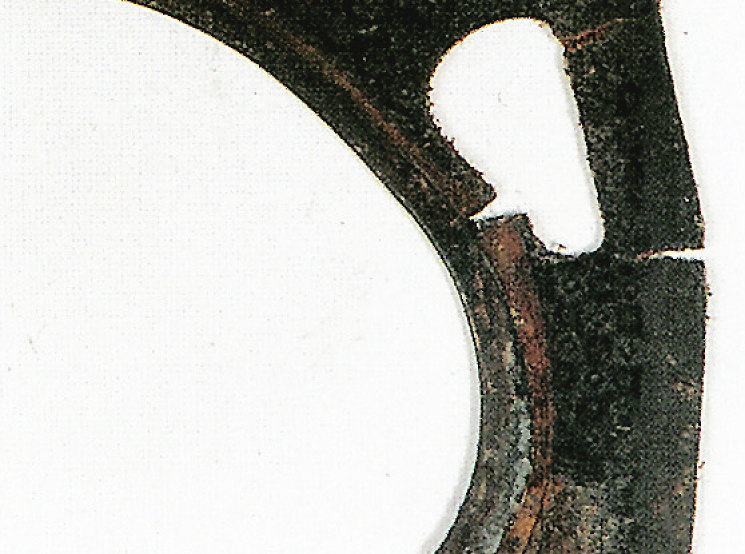
 Прогар прокладки из-за нарушения процесса сгорания: а) по перемычке между цилиндрами; б) в рубашку охлаждения (видны следы эрозии окантовки)
Прогар прокладки из-за нарушения процесса сгорания: а) по перемычке между цилиндрами; б) в рубашку охлаждения (видны следы эрозии окантовки)
То, что прокладка не была обжата должным образом, легко обнаружить при ее осмотре. Часто на ней вообще практически нет следов обжатия, а толщина осталась такой же, как у новой прокладки. В подобных случаях течь появляется в первые же часы работы двигателя, что и указывает на истинную причину неисправности.
Профилактика здесь проста: надо точно выполнять все рекомендации производителей по моменту, порядку затяжки и замене болтов, а также их смазке перед сборкой. И никаких неприятностей не случится.
Пренебрежение повторной затяжкой
Известно, что в зависимости от материала и конструкции некоторые прокладки «слабнут» под действием температуры и вибраций. И если после некоторого времени работы двигателя не провести повторной затяжки болтов, удельное давление в стыке головки с блоком может недопустимо снизиться, после чего прокладка «потечет».
Повторной затяжки требуют не все двигатели и не все прокладки. Но когда такие рекомендации дает производитель двигателя, выполнять их надо неукоснительно. Если этого не сделать, течь появится через несколько тысяч километров пробега автомобиля, что прямо укажет на причину такой неисправности. При этом на снятой прокладке иногда удается увидеть характерное смещение материала и повреждение отверстий, обусловленные снижением удельного давления.
 Пренебрежение подтягиванием болтов привело к деформации и выдавливанию материала прокладки
Пренебрежение подтягиванием болтов привело к деформации и выдавливанию материала прокладки
Ненормальное горение
К нарушениям процесса горения в двигателе относят детонацию и калильное зажигание. Не вдаваясь в их природу (это тема отдельного разговора), укажем, что данные явления вызывают значительный рост температуры на отдельных участках камеры сгорания. Чрезмерное давление в цилиндре, возникающее из-за преждевременного воспламенения топливной смеси, резко увеличивает нагрузки на головку блока, «растягивая» болты и уменьшая тем самым усилие сжатия прокладки. А ударные волны детонации «стучат» не только по ушам водителя, но и по окантовке прокладки ГБЦ. Результат простой: она начинает разрушаться и прогорает.
То, что именно нарушение процесса сгорания явилось причиной повреждения прокладки, часто удается установить по ее виду. В подобных случаях она нередко прогорает между цилиндрами. Прогар по окантовке часто сопровождается эрозией поверхности головки блока и самой окантовки вблизи повреждения. Изменение цвета материала прокладки возле окантовки также может свидетельствовать о высокой температуре в камере сгорания. В любом случае место прорыва газов через окантовку будет видно невооруженным глазом.

Устранить причины, вызвавшие повреждение прокладки, нетрудно. Достаточно установить правильный угол опережения зажигания, поставить требуемые для данного двигателя свечи и залить в бак бензин с соответствующим октановым числом. Правда, в некоторых случаях этого может оказаться недостаточно. Например, если при ремонте головки с ее плоскости снято слишком много металла, и степень сжатия стала заметно больше. Или когда поршни установлены от другой модификации двигателя.
Механические проблемы
Как известно, прокладка ГБЦ — весьма деликатная деталь, легко повреждаемая при неаккуратном обращении. Если она имеет явные дефекты, то ставить ее либо опасно, либо просто бессмысленно – все равно рано или поздно «потечет».
То же самое относится и к попыткам повторно использовать старую прокладку. Ее материал уже обжат и никогда не обеспечит надежного уплотнения. Может быть, на несколько тысяч километров ее и хватит, но это можно рассматривать только как временный выход из положения, чтобы доехать до дома.
Иногда прогар прокладки происходит из-за попадания между ней и уплотняемой поверхностью инородных материалов. Такое вполне может случиться, если не очистить плоскости головки и блока от остатков старой прокладки перед установкой новой.
Кстати, то же самое получится, если плоскости окажутся деформированными – в местах «провалов» удельное давление будет недопустимо низким, и в конце концов уплотнение нарушится. Поэтому перед установкой прокладки проверка плоскостей головки и блока обязательна. Практика показывает, что наибольший «провал» плоскости наблюдается в средней части головки блока между цилиндрами. У блоков же, помимо «провалов», наблюдаются и «выступы», например, в зоне отверстий под головочные болты. Но в любом случае отклонения от плоскости не должны превышать 0,05–0,07 мм, иначе прокладка прогорит.

Понятно, что деформированную плоскость, очевидно, надо обработать, т.е. выровнять. В одних мастерских головки фрезеруют, в других шлифуют, а в третьих – притирают на плите с абразивной пастой. А какой способ лучше?
Давайте разберемся вместе. Если поверхность слишком грубая, то не исключено просачивание рабочих жидкостей и газов. Напротив, если поверхность чрезмерно гладкая, то возможно скольжение прокладки между уплотняемыми деталями и в конечном счете потеря герметичности. Поэтому при обработке поверхностей головки и блока не все средства хороши. Желательно обеспечить определенную оптимальную шероховатость, которая в основном зависит от материалов уплотняемых деталей (см. табл. 2). Конечно, это общие рекомендации. Но ими вполне можно пользоваться, когда другие данные, например, от производителя двигателя, отсутствуют.
- Александр Хрулев, канд. техн. наук, директор фирмы «АБ-Инжиниринг»

